Techniky ručního a mechanizovaného nýtování – Nýtování
Nýtování — získání trvalého spojení pomocí nýtů. Nýtování se používá při výrobě kovových konstrukcí, jako jsou vazníky, nosníky, kontejnery a rámové konstrukce. Nýt je kovová tyč vyrobená z tvárného kovu, na jejímž jednom konci je hlava – zapuštěná část. Během operace se na druhé straně tyče vytvoří druhá hlava nýtu, která se instaluje do otvorů spojovaných obrobků, což se nazývá uzavírací hlava. Potřeba použití tažného kovu pro výrobu nýtů je způsobena tím, že hlavy nýtů vznikají v důsledku plastické deformace tyče. Při provádění nýtovaného spoje by měly být nýty vybrány ze stejného materiálu, ze kterého jsou vyrobeny spojované díly. Tím se zabrání výskytu galvanických párů, které způsobují korozi v místě kontaktu mezi nýtem a součástí. Proces nýtování se skládá ze dvou fází: přípravné a nýtovací.
Předběžná fáze zahrnuje vyvrtání nebo vyražení otvoru pro nýt a vytvoření vybrání v otvoru pomocí zahloubení pro nýt a uzavíracích hlav. Ve skutečnosti nýtování zahrnuje instalaci nýtu do připraveného otvoru, napnutí nýtovaných obrobků, vytvoření uzavírací hlavy a čištění po nýtování. Podle charakteru nýtovaného spoje se nýtování provádí za studena a za tepla. Nýtování za tepla se používá v případech, kdy se používají ocelové nýty o průměru větším než 12 mm.
Použití nýtovaných spojů je dnes omezeno na konstrukce vyrobené z nesvařitelných materiálů nebo ty, které pracují pod vlivem rázového zatížení, stejně jako v mostním stavitelství a letectví.
Normální přesné nýty s různými tvary hlavy jsou často napsány na výkresech:
- s půlkruhovým (GOST 10299-80);
- s tajemstvím (GOST 10300-80);
- s polotajným (GOST 10301-80);
- s půlkruhovým nízkým (GOST 10302-80);
- s bytem (GOST 10303-80).
V závislosti na účelu mohou být nýty vyrobeny z uhlíkových ocelí: St2, St3, 10, 15, 20 a neželezných kovů.
Typy nýtů a nýtových švů
Nýty s půlkruhovou a zápustnou hlavou jsou široce používány v instalačních pracích. Vzhledem k tomu, že nýty se zápustnou hlavou nespojují pevně díly v místě nýtování, používají se v omezené míře. Takové nýty se používají pouze v případech, kdy by podle provozních podmínek konstrukce neměly hlavy nýtů vyčnívat nad povrch spojovaných dílů. Podle účelu a provozních podmínek je možné použít nýty s jinými tvary hlavy (obr. 1).

Rýže. 1. Typy nýtů:
a, b – s půlkruhovou hlavou; c – s válcovou hlavou;
g – se zapuštěnou hlavou; d – s polotajnou hlavou; e – výbušnina; g – trubkový
Volba velikostí nýtů závisí na tloušťce nýtovaných výrobků. Průměr nýtu se musí rovnat celkové tloušťce spojovaných dílů. Délka nýtovací tyče je určena s přihlédnutím k vytvoření závěrné hlavy, smrštění tyče při nýtování a nutnosti vyplnit mezeru mezi tyčí nýtu a stěnami otvoru pro ní (obr. 2 ).

Rýže. 2. Nýtové spoje:
a – se zapuštěnou hlavou; b – s půlkruhovou hlavou; 1 – uzavírací hlavice;
2 – tyč; 3—hlava hypotéky; l je délka nýtu; d – průměr tyče;
l — délka nýtu pod závěrnou hlavou; S – tloušťka spojovaných dílů
Pokud nelze ve spoji vytvořit uzavírací hlavu, použijí se výbušné nýty. Takový nýt naplněný výbušninou se instaluje do otvorů spojovaných dílů a ukládá se lehkými údery kladiva ve studeném stavu. Poté se nýt ze strany hlavy nýtu zahřeje ohřívacím zařízením, v důsledku čehož hmota umístěná v dříku nýtu exploduje a její konec se roztáhne a vytvoří hlavu uzávěru.
Pro spojování tenkých plechů a dílů z nekovových materiálů se používají trubkové nýty, jejichž uzavírací hlava je tvořena lemováním.
Místo, kde se díly spojují pomocí nýtů, se nazývá nýtový šev.
Nýtové švy se dělí na:
- odolný švy, které se používají ke spojování částí strojů a ve stavebních konstrukcích;
- hustá — pro otevřené nádrže na kapaliny, komíny, pro opláštění lodí;
- silný-hustý – pro vysokotlaké nádoby.
Podle povahy spojení listů kovové nýtové švy jsou rozděleny na: klín (obr. 3, a) a tupý.
Tupé svary mohou mít jedno (obr. 3, b) nebo dvě překrytí (obr. 3, c).

Rýže. 3. Typy nýtových švů v závislosti na umístění spojovaných obrobků
a – překrytí; b – end-to-end s jedním překrytím; c – tupý spoj se dvěma překryvy;
t – rozteč připojení; a – vzdálenost od okraje dílu ke středu otvoru pro nýt
Překrytí – jedná se o přídavný plech určité šířky a tloušťky, který je snýtován s každým z hlavních plechů.
Podle počtu řad nýtů ve spoji se rozlišují jedno-, dvou- a víceřadé nýtové spoje (obr. 4).

Rýže. 4. Typy nýtových švů v závislosti na umístění nýtů
— jednořadé; b, c – dvouřadý; g – víceřadý;
t – rozteč připojení; a – vzdálenost od okraje dílu ke středu otvoru pro nýt
Vzdálenost mezi nýty ve spoji se volí v závislosti na typu spoje. U jednořadých švů musí být vzdálenost mezi osami nýtů (rozteč) rovna třem průměrům nýtu a vzdálenost od okraje spojovaných dílů k osám nýtů ve spoji musí být alespoň jeden a půl průměru. Při provádění dvouřadých švů by se tyto vzdálenosti měly rovnat čtyřem a jednomu a půl průměru nýtu. Vzdálenost mezi řadami nýtů v takových spojeních by měla být dvojnásobkem průměru nýtu.
Nářadí a příslušenství pro ruční nýtování
Pro ruční nýtování se používají tyto nástroje: instalatérské kladivo, podpěra pro zapuštěnou hlavu a krimpování.
Podpora slouží jako podpěra při nýtování nýtovací tyče. Hmotnost podpěry by měla být 4 – 5 násobek hmotnosti kladiva. Podpěra, na kterou dosedá půlkruhová hlava nýtu, musí mít otvor s tvarem odpovídajícím tvaru závěrné hlavy nýtu.
Protáhnout se slouží k usazení plechů k nýtování podél nýtovací tyče. Podél osy tahu je slepý otvor, do kterého vstupuje tyč nýtu při usazování spojovaných obrobků. Průměr napínacího otvoru by neměl přesahovat průměr nýtovací tyče o více než 1. 1,5 mm.
Swage Jedná se o tyč, na jejímž konci je otvor pro vytvoření uzavírací půlkruhové hlavy nýtového spoje po pěchování. Tvar tohoto otvoru musí odpovídat tvaru uzavírací hlavy. Zápustné uzavírací hlavy jsou tvarovány úderem kladiva bez krimpování.
Mincovny Jsou to dláta s plochou a zaoblenou pracovní částí a používají se k vytvoření těsnosti nýtového švu, které je dosaženo poklepáním okrajů obrobků v nýtovém švu.
Podpěry, tahy a mince jsou vyrobeny z nástrojové uhlíkové oceli a jejich pracovní části jsou kalené. Pomocí těchto nástrojů se ruční nýtování provádí dvěma způsoby: přímým a zpětným.
Přímá metoda se vyznačuje tím, že na dřík nýtu jsou aplikovány údery ze strany závěrné hlavy.
Při obráceném způsobu jsou na uzavírací hlavu aplikovány údery přes trn a vytvoření uzavírací hlavy se provádí podepřením a zalisováním. Kvalita nýtování je poněkud nižší než u přímého způsobu, proto se zpětný způsob nýtování používá pouze v případech, kdy nelze použít přímou metodu.
Pístnice (obr. 5) je speciální nástroj pro rozšiřování trubkových nýtů.

Rýže. 5. Výrobce pístů:
1 – háček; 2 – píst; 3 – krimpování; 4 – nýt
Nýt 4 je instalován do otvoru, hák 1 je umístěn pod závěrnou hlavou, nýt je přitlačován nýtem 2, přitahováním částí, které mají být spojeny k sobě, a otáčením rukojeti pístu je závěrná hlava vzplanul.
Při ručním nýtování je třeba dodržovat následující pravidla:
- odpovídající otvory v nýtovaných dílech;
- korespondence průměru nýtovací tyče s průměrem otvoru;
- délka dříku nýtu pro získání plnohodnotné uzavírací hlavy.
Zahloubení otvoru pro zápustnou hlavu by mělo být provedeno při kontrole hloubky a průměru vybrání pod hlavou pomocí ovládacího nýtu.
Nýtování dílů musí být provedeno tak, aby zápustná hlava nýtu spočívala na plechu a půlkruhová hlava na podpěře s kulovým otvorem příslušné velikosti. Je bezpodmínečně nutné, aby díly určené k nýtování byly napnuty otvorem odpovídajícím průměru nýtovací tyče. Nedoporučuje se zarážet nýt do otvoru, pokud nýt volně nezapadne do otvoru.
Při nýtování nýtů kloubových spojů je nutné vložit mezi spojované díly pantu tenkou papírovou rozpěrku a při nýtování nýtovací tyče pravidelně kontrolovat pohyblivost kloubu.
Při nýtování, kdy jsou nýtované výrobky ve svislé poloze, by práci měli vykonávat dva lidé: jeden opře podpěru o hlavu nýtu a druhý nýtuje tyč nýtu tak, aby vytvořila uzavírací hlavu.
Při nýtování velkých výrobků se široce používají ruční mechanizované nástroje a stacionární nýtovací zařízení.
Nejběžnějším nýtovacím nástrojem s mechanickým pohonem je pneumatické nýtovací kladivo. Liší se nejrůznějším provedením, ale všechna kladiva musí být vybavena tlumiči vibrací, které zabraňují vzniku nemocí z povolání spojených s neustálým působením vibrací na tělo. Pro spojování přířezů z plošného materiálu o tloušťce 4. 6 mm s nýty o průměru do 6 mm se používají pneumatické lisy: ruční PRP5-2 (obr. 6) a stacionární KP204-M (obr. 7).

Rýže. 6. Ruční přenosný pneumatický lis PRP5-2:
1 – válec; 2 – držák; 3, 4 — zvlnění

Rýže. 7. Pneumatická páka stacionární lis mod. KP204-M:
1 – pneumatický válec; 2 – držák; 3, 4 — zvlnění; 5 — důraz; 6 – pojistná matice;
7 – šroub; 8 – skříň; 9 — plot; 10 — elektrický pedál;
11 — automatická olejnička; 12 – filtr
Nýtovací kleště jsou široce používány pro spojování obrobků z pozinkovaných ocelových plechů do tloušťky 1 mm pomocí hliníkových nýtů.
Správná montáž nýtů je řízena výškou hlav nad povrchem nýtovaných dílů pomocí šablony nebo pravítka a spároměru.
Výhody a nevýhody nýtových spojů
Ctnosti nýtované spoje jsou schopnost spojovat různé materiály, dobrá odolnost proti vibracím a rázovému zatížení, pohodlí a spolehlivost kontroly kvality spoje.
nevýhody zahrnují pracnost a vysoké náklady, zeslabení dílů spojovaných otvory a další spotřebu materiálu na obložení.
Nýt S8x20.38.MZ.136 GOST . kde – C je třída přesnosti, 8 je průměr, 20 je délka, 38 je označení materiálové skupiny, M3 je třída materiálu (měď), 136 je označení typu a tloušťky povlaku.
Pokud má výrobek zobrazený na montážním výkresu řadu podobných spojů s nýty stejného typu a se stejnými rozměry, pak by měly být nýty zahrnuté ve spoji znázorněny podmíněně na jednom nebo dvou místech každého spoje a na ostatních – se středovými nebo osovými čarami (obr. 8).

Rýže. 8. Ukázkový obrázek na montážním výkresu spoje se stejnými nýty
Výkresy běžně zobrazují nýty různých typů: konstruktivní obraz (obr. 9, a), konvenční obraz v řezu (obr. 9, b), konvenční obraz v pohledu (obr. 9, c).



Rýže. 9. Ukázka konvenčního zobrazení různých typů nýtů na výkresu
Doufám, že nyní chápete nýtové spoje, jak fungují, klady a zápory této metody. Pokud máte další otázky, můžete je položit zde.

Techniky ručního a mechanizovaného nýtování
К kategorie:
Nýtování
Techniky ručního a mechanizovaného nýtování
V závislosti na podmínkách tvorby uzavírací hlavy existují dva způsoby nýtování: přímé a zpětné. Při volném přístupu k nýtu z obou stran se používá přímý (nebo otevřený) způsob nýtování, při kterém jsou údery aplikovány ze strany tyče; zapuštěná hlava se opírá o podpěru (obr. 1,a). Pokud existují podmínky, které znesnadňují vkládání nýtů z nosné strany, použije se obrácený (nebo uzavřený) způsob nýtování. Nýty se vkládají ze strany pracovníka a údery se aplikují na zapuštěnou hlavu, tyč se opírá o podpěru; Uzavírací hlava je v tomto případě tvořena pomocí podpěry (obr. 145,6). Příkladem může být nýtování trubek, nýtování přírub na těžko přístupných místech atd.
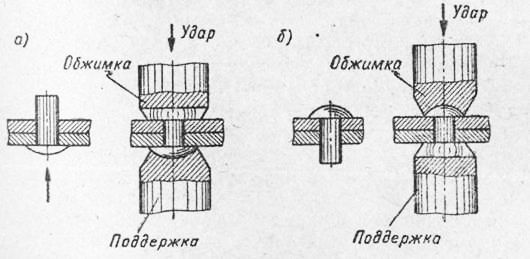
Rýže. 1. Pořadí nýtování: a – přímá metoda; b – obrácenou metodou
Ruční nýtování se obvykle provádí na pracovišti mechanika a provádí se ve svěráku nebo na pracovním stole. V některých případech jsou spoje nýty se zápustnou hlavou provedeny na plech.
Pro získání kvalitních nýtovaných spojů je velmi důležité vzájemné seřízení dílů. Spojované díly musí k sobě těsně přiléhat a zapadnout na místo bez napětí. Špatné lícování dílů vede k namáhání po nýtování, ke vzniku trhlin, vyboulení apod. Vrtání otvorů pro nýty se provádí podle vyražených značek. Aby se zajistilo, že otvory v nýtovaných dílech lícují, jsou vrtány ve smontovaném stavu pomocí stlačených ručních svěráků, svorek nebo šroubů (obr. 1,a). Otřepy vzniklé po vrtání se odstraní záhlubníkem nebo vrtákem o větším průměru. Díly se poté přenesou na pracovní stůl a do připraveného otvoru se vloží nýt, jehož zapuštěná hlava se umístí na podpěru upnutou ve svěráku. Poté se spojované díly zhutní jejich stlačením k sobě úderem kladiva na tah (obr. 1, c). Poté, po několika přímých úderech směřujících podél osy nýtu s cílem zahuštění tyče pro těsné vyplnění otvoru, pokračuje pěchování šikmými údery kladiva po obvodu hlavy, které se střídají s přímými údery (obr. 1, g). Výsledkem bude hlava v podobě hrubé polokoule. Konečné vytvoření závěrné hlavy je dosaženo údery kladiva na krimpovací nástroj instalovaný na tvářecí hlavě nýtu.
Nýtování zápustné hlavy se provádí údery kladiva směřovanými přesně podél osy nýtu. Pokud se nýt při nepřesném úderu ohne do strany, narovná se údery kladiva z opačné strany. Při nýtování tenkého plechu na tlustý se nýt vkládá ze strany tenkého plechu, protože jinak není možné dosáhnout těsného spoje, zejména pokud je otvor o něco větší než průměr nýtu, což se často stává při děrování otvorů průbojníkem. Při nýtování se poměrně dlouhé plechy nejprve spojí svorníky a nýty se prostrčí dvěma nebo třemi otvory. Poté jsou šrouby odstraněny a do zbývajících otvorů jsou umístěny nýty. Pokud potřebujete nainstalovat pouze 3-4 nýty, nainstalujte je nejprve do vnějších otvorů, poté do středních.
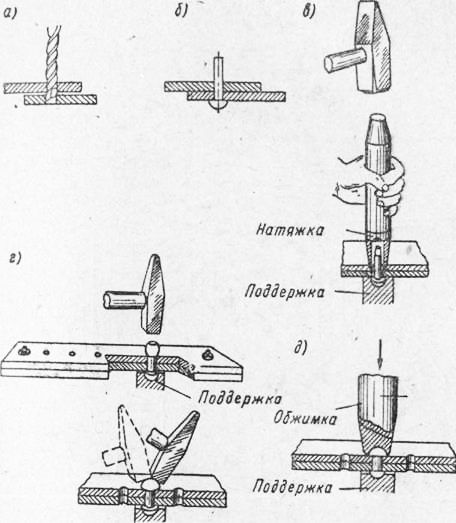
Rýže. 1. Posloupnost nýtovacích technik: a – vrtání otvoru; b — vložení nýtu do otvoru; v — napětí; g – nýtování zavírací hlavy; d – konečné zalisování závěrné hlavy nýtu
Nýtování v zavěšeném stavu provádějí dva lidé: jeden nýt nýtuje a druhý jej podepře z opačné strany podpěrou s otvorem odpovídajícím tvaru závěrné hlavy.
Proces jednostranného nýtování nýty s dutým jádrem (písty) se provádí v následujícím pořadí:
1) vkládací hlava jádra se zasune do štěrbiny speciálního uchopovacího hrotu ručních kleští nebo ručního lisu a zasune se do otvorů dílů (pozice 1).
2) pomocí kleští nebo ručního lisu se jádro protáhne pístem (pozice 2). V tomto případě zesílená část jádra roztáhne stěny pístu a vtlačí jej do stěn otvoru a dalším tahem se uzavírací hlava jádra dostane do pístu a rozšíří jej (pozice 5);
3) vyčnívající část jádra se odřízne kleštěmi (pozice 4).
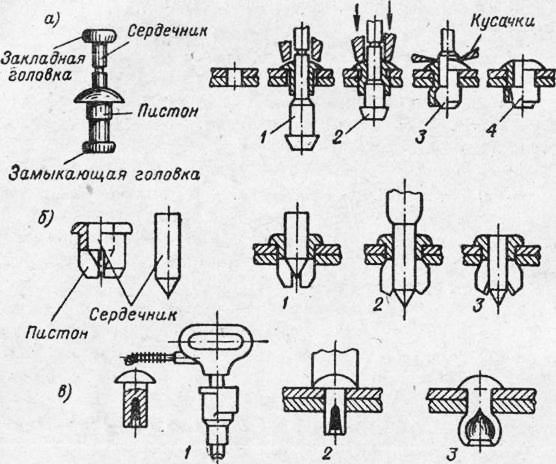
Rýže. 2. Schémata pro provádění jednostranného nýtování: a—s nýty s dutou tyčí; b—nýty s vysoce pevným jádrem; v — výbušné nýty
Spojení pomocí nýtů s vysoce pevným jádrem se provádí v následujícím pořadí:
1) píst s jádrem se zasune do připravených otvorů nýtovaných dílů (pozice 1);
2) pomocí úderů kladiva je jádro vraženo do pístu, jehož uříznuté konce jsou ohnuty zpět a tvoří uzavírací hlavu nýtu (pozice 2 a 3).
Nýtování explozivními nýty se provádí v případech, kdy není možné vyrobit uzavírací hlavu z důvodu nedostatku přístupu. Proces nýtování výbušnými nýty je odlišný od běžného nýtování. Zde se jako nýtovací nástroj používá elektrický ohřívač, který se aplikuje na zapuštěnou hlavu nýtu (pozice 2). Teplo ze zapuštěné hlavy se přenese přes tyč do výbušniny, což způsobí explozi. Vyčnívající část tyče, která se při výbuchu roztahuje, tvoří uzavírací část nýtu (pozice 3).
Mechanizované nýtování pneumatickými víceúderovými kladivy je produktivnější než ruční nýtování.
Nýtování pneumatickým kladivem, které provádějí dva pracovníci, by se mělo provádět v následujícím pořadí.
Při metodě přímého nýtování pomocník vloží nýt do předem připraveného otvoru a přidrží jej podpěrou, o kterou naráží zapuštěná hlava nýtu. Nýtovač nebo mechanik, držící kladivo oběma rukama, směřuje své údery přísně podél osy nýtovací tyče.
Při použití zpětného nýtovacího způsobu drží nýtovač kladivo pravou rukou a levou vkládá nýt do předvrtaného otvoru. Pomocník drží oběma rukama podpěru, do které naráží nýtovací tyč. Pomocník musí zajistit správné usazení dříku nýtu na velikost rovnající se polovině průměru nýtu. Pro vyhlazení zapuštěných hlav zápustných nýtů nýtovaných na zakřivených plochách pomocí krimpovacích nástrojů s hladkými nebo kulovými pracovními plochami je nutné při nýtování mírně kývat nýtovacím kladivem ze strany na stranu.
Pro eliminaci podříznutí dílů nebo nýtů při naklápění kladiva při nýtování na rovných plochách se doporučuje použít speciální lisy s kloubovým spojením. Úderník takového lisu je vždy, i když je kladivo instalováno pod určitým úhlem k dílu, umístěn kolmo k jeho povrchu a zajišťuje požadovanou kvalitu nýtování.
Pro pohodlí a snadnou práci jsou těžká kladiva a podpěry zavěšeny na speciálních pružinových závěsech. Při nýtování podpírá pracovník zavěšený lis oběma rukama (obr. 148,6); Zároveň jednou rukou instaluje lisovací krimpovač na vkládací hlavu a druhou rukou zapíná a vypíná lis. Při nýtování je nutné, aby se osa nýtu shodovala s osou nýtovacího nástroje.
Pomocí přenosných lisů je možné instalovat 2500 4000–XNUMX XNUMX nýtů za směnu. Přenosné lisy lze instalovat na podstavec a používat k nýtování, stejně jako stacionární lisy. Díly určené k nýtování na stacionárních lisech jsou obvykle umístěny tak, aby bylo možné nýt zasunout shora. Stacionární lisy a nýtovací stroje poskytují vysokou nýtovací sílu díky rovnoměrnému tlaku na nýtované plechy a nýt.