Technologie výroby dílů na soustruhu – Muzeum dřeva
Výroba jakéhokoli dílu začíná výběrem materiálu. Vybraný materiál se rozřeže na polotovary. Velikost obrobku vždy o určitou částku převyšuje rozměry hotového dílu (příspěvek). Velikost a tvar přídavku závisí na tvaru dílu a technologii jeho výroby.
K soustružení se nejlépe hodí dřevo s jednotnou texturou. Jsou to bříza, lípa, osika, buk, jilm a ořech.
Soustružení dílů na centrovacích strojích
- značení středů obrobků.
- zajištění obrobku ve středech vřeteníku a koníku.
- instalace podpěry nástroje (podpěra nástroje by měla být ve vzdálenosti 3-4 mm od boční plochy obrobku, horní část podpěry nástroje by měla být v úrovni osy obrobku nebo o 1-2 mm výše. )
- Hrubování se provádí reyerem. Odřezky se odstraňují zleva doprava a zase zpět pohybem nástroje po opěrce nástroje, zatímco pravá ruka drží rukojeť, levá ruka drží čepel blíže k opěrce nástroje. Nástroj je třeba držet pevně v rukou, opírat se o podložku nástroje a nedovolit, aby se kýval. Zpracování se provádí tak dlouho, dokud se nezíská válcový tvar požadovaného průměru s přihlédnutím k úpravě.
- označení obrobku označením obrobku tužkou pomocí šablony nebo metru. Můžete použít značkovací hřeben – desku se zaraženými hřebíky v požadované vzdálenosti, která se přivede k rotujícímu obrobku, na kterém zůstávají značky.
- Dokončování se provádí různými nástroji, zejména meiselem pro nanášení značkovacích značek a získávání konvexních a kuželových tvarů, škrabkou pro získávání válcových tvarů a hráběmi pro získávání konkávních tvarů. Zpracování se provádí podle rizik značení. Při soustružení konvexních obrysů se nástroj podává od středu k okraji, konkávní obrysy od okraje ke středu.
- Broušení dodává výrobku požadovanou drsnost; Natažený pás brusného papíru se přivádí k rotujícímu obrobku a pohybuje se sekvenčně po celé zpracovávané délce.
- Oříznutí obrobku pomocí meiselu nebo odstranění obrobku ze středů.
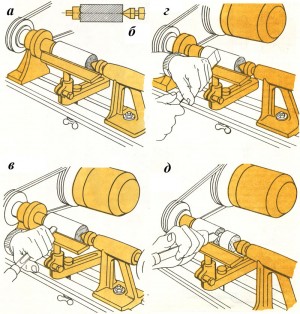
Rýže. 1. Sekvence soustružení součásti
a- zajištění obrobku; b – zajištění obrobku, řez; c- hrubé zpracování s reyerem; d- dokončení s Meisel; d – ořezávání (ořezávání) obrobku.
Vytváření vnitřních dutin
Pro soustružení vnitřních ploch je obrobek zajištěn pouze ve vřeteníku stroje, pomocí čelisťového sklíčidla, čelní desky nebo trubkového sklíčidla.
- soustružení hrubého obrysu výrobku pomocí výstružníku.
- vyrovnání konce obrobku meiselem, reyerem nebo škrabkou.
- odběr vzorků z vnitřní dutiny. Opěrka nástroje se umístí přes vodítka stroje, do obrobku se vloží půlkruhové dláto, které se pohybuje od středu k okraji, dokud se nedosáhne vybrání požadovaného tvaru a velikosti. Duté plochy o malé hloubce a malém průměru se volí půlkruhovým dlátem, když je opěrka nástroje umístěna podélně, nástroj je umístěn pod úhlem a pohybuje se od středu k okraji. Vnitřní povrchy složitých tvarů jsou zpracovány speciálními dláty – háky, kroužky.
- dokončování vnějšího tvaru obrobku
- broušení
- odříznutí nebo odstranění ze stroje.
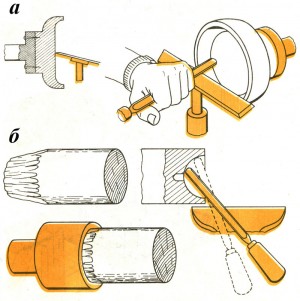
Rýže. 2. Soustružení dutých výrobků
a- na čelní desce; b- v trubkové patroně.
Práce na soustruzích s podporou
Na soustruzích s podpěrou se obrábění provádí frézami upevněnými v držáku nástroje namontovaném na pohyblivé podpěře stroje. Takové stroje mají zpravidla ruční a mechanický posuv podél a napříč strojem.
Soustružnické nástroje.
Podle tvaru hlavice se řezáky dělí na rovné s rovným dříkem (obr. 3 a) a ohnuté s dříkem zahnutým vpravo nebo vlevo.
Na základě umístění řezné hrany se rozlišují pravé (obr. 3 d) a levé (obr. 3 c) řezáky. Pravé se pohybují podélně od koníka dopředu, levé zepředu dozadu.
Průchozí frézy (obr. 3 a-c) jsou určeny pro soustružení a srážení hran, průchozí přítlačné frézy (obr. 3 d) jsou určeny pro soustružení a opracování konce tvořícího se kroku.
Rýhovací frézy (obr. 3e) se používají k vytvoření stupně na konci zpracovávaného obrobku pro opracování roviny konce.
Drážky na vnějším a vnitřním povrchu součásti lze získat pomocí drážkovacích fréz (obr. 3 f, h).
K řezání se používají odřezávací frézy (obr. 3g).
K odříznutí nití použijte odstřihovač nití (obr. 3 i).
Tvarové frézy se brousí podle tvaru obrobku (obr. 3 j).
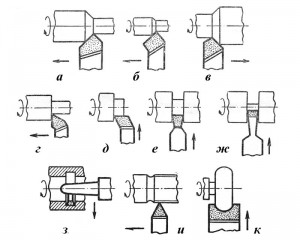
Rýže. 3. Hlavní typy soustružnických nástrojů
Frézy jsou instalovány tak, aby se hrot frézy kryl se středem koníku. Otáčky vřetena by měly být 1200 ot./min.
Soustružení válcových obrobků.
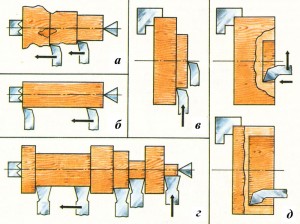
Rýže. 4. Techniky zpracování válcových obrobků
Fréza se postupně posouvá dopředu, až se dotkne rotujícího obrobku a v této poloze se posune doprava. Fréza se posune dopředu podél končetiny o 2-3 mm a první pracovní průchod se provede podél obrobku. Průchody se provádějí, dokud se nedosáhne hladkého válcového tvaru (obr. 4 a). Po posunutí frézy podle označení na voliči křížového posuvu na požadovanou velikost obrouste malou testovací oblast. Pokud měření ukáže, že fréza je nastavena na požadovaný rozměr, pak se povrch opracuje po celé délce zprava doleva (obr. 4 b). Po broušení se fréza zatáhne. A vrátit se do původní polohy. Konec a římsy jsou řezány stejným řezákem. Konec se ořezává, dokud se fréza nepřiblíží ke středu součásti (obr. 4 c). K obrábění pravoúhlých drážek a říms se používá dokončovací (čepelová) fréza (obr. 4 d). Příčným pohybem a podélným posunem třmenu můžete obrábět válcovou plochu s různými průměry.
Vyvrtávání se používá k výběru otvorů a vnitřních dutin dílů. Vyvrtávání se provádí vyvrtávací dorazovou frézou (obrázek 4e). Řezná hrana frézy je instalována na úrovni osy vřetena. Při vyvrtávání se střídá podélný posuv frézy s jejími příčnými posuvy od okraje dílu do jeho středu, přičemž vrstva po vrstvě odebírá materiál ze stěny vyřezávané dutiny a vyrovnává její dno.
Soustružení tvarově složitých dílů se provádí pomocí tvarových fréz
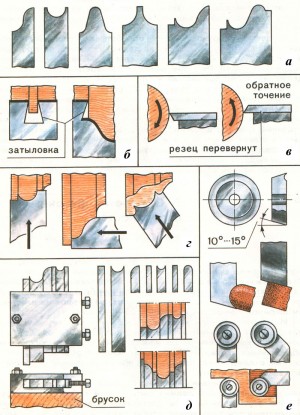
Rýže. 5. Možnosti ostření a instalace tvarových fréz
Tvarové frézy jsou vyráběny nezávisle z uhlíkových nebo rychlořezných ocelových pásů o tloušťce 3-5 mm, šířce 10-20 mm a délce 100-120 mm. Fréza je broušena podél naneseného obrysu, kalena a naostřena (obr. 5 a). Frézy musí mít podložení bočních hran, aby se při zpracování nedostaly do kontaktu s dílem (obr. 5 b). Jsou dvě možné možnosti instalace tvarové frézy (obr. 5c) pro soustružení vpřed a vzad při zpětném soustružení se fréza převrátí a získá se díl se zpětným profilem; Tvarové frézy lze aplikovat na součást v příčném, podélném směru a pod úhlem k ose součásti (obr. 5 d). Pro získání dílů různých složitých profilů můžete použít kompozitní frézu sestavenou z fréz o tloušťce 4-8 mm, s různým ostřením. Jejich různé kombinace umožňují získat různé profily (obr. 5e).
Chcete-li získat hladké tvary vně i uvnitř dílu, můžete použít frézu s řezným kotoučem. Kotouč má tloušťku 4-8 mm, průměr 12-20 mm, podél okraje kotouče je obrobena drážka o poloměru 2-3 mm. Po vytvrzení se kotouč nasadí na trn pomocí kuličky a naostří (obr. 5e).
Zpracování dílu pomocí kopírky.
Je vhodné vyrábět velké množství identických dílů pomocí kopírky.
Jako řezný nástroj lze v závislosti na konstrukci stroje použít soustružnické frézy instalované v podpěře stroje, dláta s dorazem nebo kotoučové frézy.
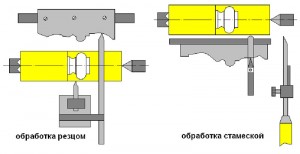
Rýže. 6. Zpracování kopírkou s řezačkou a dlátem
Rýže. 7. Zpracování kotoučovou řezačkou na kopírce.
Kopírka soustružení na podpůrném soustruhu
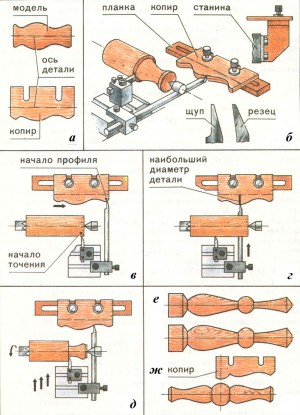
Rýže. 8. Zpracování dílu pomocí kopírky
Pro výrobu kopírky se model dílu vytočí a ořeže podél osy. Výsledný profilový řez se přenese na překližku o tloušťce 4-5 mm a vyřízne se (obr. 8 a). Kopírky mohou být vyrobeny z kovu pomocí laserového řezání.
Profil budoucích dílů je upevněn na loži stroje. Na příčném saně třmenu je připevněn kovový držák se spároměrem. Horní část sondy a frézy musí mít stejný profil (obr. 8 b).
První obrobek se nejprve vytvaruje do válce s průměrem rovným největšímu průměru obrobku lze vyrobit s malým přídavkem; Nejprve se nastaví vzájemná poloha obrobku a kopírky (obr. 8 c), poté se podpěra stroje posune doleva, dokud se horní část sondy nezarovná s čárou největšího průměru součásti (obr. 8 d). Fréza se posune dopředu, dokud se nedotkne povrchu obrobku, a sonda se přitlačí ke kopírce v místě největšího průměru a v této poloze se zafixuje. Zpracování se provádí zprava doleva. Fréza je přiváděna na díl v příčném směru, dokud se sonda nezastaví v obrysu kopírky (obr. 8.e). Velikost podélného posuvu frézy na jeden příčný zdvih je 1-2 mm. Stopy po řezu se odstraní brusným papírem. Stejnou kopírkou lze soustružit díly stejného profilu, ale různých průměrů (obr. 8e). Mírná změna úhlu instalace kopírky má za následek zúžení siluety dílu. Dlouhé díly se brousí po částech pomocí kopírky. Symetrické obrazce se zpracovávají od okraje ke středu, poté se obrobek obrátí a zpracuje se druhá část (obr. 8g).
Volba režimu řezání
Rychlost hlavního řezného pohybu na soustruzích je různá pro různé body břitu a závisí na vzdálenosti k ose otáčení obrobku. Průměrná rychlost pro střed je určena vzorcem:
kde Dcp— střední průměr obrobku, mm;
n – rychlost otáčení vřetena, ot./min;
Rychlost otáčení vřetena se volí v závislosti na průměru obrobku při instalaci čelní desky o průměru větším než 400 mm by frekvence otáčení vřetena neměla překročit 800 ot / min.
Rychlost hlavního řezného pohybu pro měkké dřevo je 10-12 m/s, pro tvrdé dřevo 0,5-3 m/s.
Podélný posuv na otáčku vřetena pro hrubování je 1,6-2 mm, pro dokončování ne více než 0,8 mm. Příčný posuv na otáčku vřetena by neměl překročit 1,2 mm.
Zpracování dílů na CNC soustruzích
CNC soustruhy mají stopkové frézy jako řezné nástroje nebo kombinované stopkové frézy a kotoučové frézy.
Při opracování dílu stopkovou frézou můžete na obrobku získat jiný tvarový profil. Pohyb frézy a rychlost otáčení obrobku se nastavují pomocí softwaru v závislosti na tvaru budoucí součásti.

Rýže. 9. Tvorba sochy na CNC soustruhu
Stroje s čelními a kotoučovými frézami umožňují urychlit proces soustružení obrobků. Kotoučová fréza provádí předhrubování, stopková fréza dokončuje.

Rýže. 10. Opracování obrobku kotoučovou řezačkou

Rýže. 11. Opracování obrobku stopkovou frézou
Po soustružení obrobku, pro finální úpravu a odstranění řezných stop, se obvykle používá brusný papír, který se pod napětím pohybuje po celém obrobku.

Rýže. 12. Zpracování obrobku brusným papírem
1. Burikov V.G., Vlasov V.N. Domácí řezba – M.: Niva Rossii spolu s Euroasijskou regionální společností, 1993-352 s.
2. Vetoshkin Yu.I., Startsev V.M., Zadimidko V.T.
Dřevěné umění: učebnice. příspěvek. Jekatěrinburg: Ural. stát lesního inženýrství univ. 2012.
3. Glikin M.S. Dekorativní práce ze dřeva na stroji “Universal” – M.: Lesn. průmysl, 1987.-208 s.
4. Korotkov V.I. dřevoobráběcí stroje: Učebnice pro začátečníky. prof. Školství. – M.6 Ediční středisko „Akademie“, 203.-304 s.
5. Lerner P.S., Lukyanov P.M. Soustružení a frézování: Učebnice. Manuál pro studenty 8.–11. ročníku. prům. škola – 2. vyd., přepracováno – M.: Vzdělávání, 1990. – 208 s.

Zkušení řemeslníci, kteří se dřevem včetně soustružení na soustruhu věnují již řadu let, většinou tvrdí, že dokážou pracovat téměř s každým druhem. I v tomto případě však berou v úvahu několik pravidel, která se jim zdají tak samozřejmá, že je ani nepotřebují vyslovovat. Začátečník, zejména po prvních neúspěšných pokusech vyřezat jednoduchý výrobek z desky, která mu přišla pod ruku, však může mít logickou otázku: proč to nefunguje? Je to nedostatek zkušeností, nedostatečně ostrý nástroj nebo špatně zvolený obrobek? A pokud vám s prvními dvěma možnostmi jen stěží můžeme pomoci – koneckonců je to výsledek mnohahodinového cvičení, pak vám snadno řekneme, které dřevo je pro soustružnické práce nejvhodnější.
Vlhkost dřeva pro soustruh
- Sušení na vzduchu (přirozené). Jejich vlhkost je asi 15-20%. Jedná se o jakýsi kompromis – takové obrobky se ostří snadněji než sušší a pravděpodobnost deformace při následném sušení je nižší, ale stále zůstává. Každý zkušený soustružník se může podělit o desítky příkladů, kdy praskne například tenkostěnné nádobí vyrobené z nedostatečně vysušeného obrobku.
- Komorové sušení. Obrobky (desky nebo dřevo) se suší nuceně na vlhkost 6-10%. Takové „hluboké“ sušení poskytuje vyšší stabilitu a zvýšenou odolnost proti poškození houbami a plísněmi – vlhkost je ze dřeva odváděna na buněčné úrovni, takže zde prakticky není prostor pro rozvoj hub. Některá plemena jsou při sušení tímto způsobem pichlavější, ale ne všechna. Navíc při práci se suchou hmotou může stroj provádět nejen hrubé opracování, ale i dokončovací práce včetně leštění a olejování, výsledkem je zcela hotový výrobek nebo díl, který nevyžaduje dodatečné úpravy.
Jaké dřevo je nejlepší na soustružení?

Jak jsme uvedli výše, horniny dávají výrobku nebo součásti nejen barvu a vzor, ale také fyzikální a mechanické vlastnosti. Zpracování obvykle bere v úvahu zejména:
- Hustota – čím vyšší je, tím obtížnější je ostření obrobku, tím rychleji fréza „sedí“.
- Tvrdost – čím vyšší, tím lépe si povrch výrobku zachová svůj původní stav. Například na dílech vyrobených z lípy můžete zanechat hlubokou stopu pouhým přitlačením nehtem, ale ne na jasanovém dřevě.
- Tendence k odštípávání podél vláken – některé druhy dřeva nejsou vhodné k soustružení pouze proto, že fréza štěpí vlákna, zejména u jemných detailů. V tomto případě nemůže pomoci ani vysoká hustota a tvrdost.
Přesné hodnoty pro každé jednotlivé plemeno najdete v tabulkách, ale v praxi to prakticky není nutné. Nejprve si můžete jednoduše poslechnout doporučení, omezit se na „základní seznam“ a poté, co si vše sami vyzkoušíte, udělejte si vlastní dojem o tom, co chcete zostřovat a co ne.
Nejvhodnější plemena pro začátečníky:
Lípa je nejměkčí, ale dostatečně viskózní na to, aby „držela“ části a neodštěpovala se. Bříza je tvrdší, náchylnější k štěpkování, ale cenově mnohem dostupnější. Ovocné a bobulovité stromy, s výjimkou třešní, nepatří ke komerčnímu dřevu, to znamená, že se kvůli malé tloušťce kmenů nesklízejí v průmyslovém měřítku, ale mají vysokou hustotu, dobrou viskozitu a velmi krásnou vzor, který může konkurovat cenným druhům. Třešeň, buk a ořech jsou „oficiálně“ považovány za cenné druhy. Jsou poměrně snadno zpracovatelné a po dokončení vypadají velmi pěkně.

Kromě nich se pro soustružení dobře hodí:
Není příliš vhodný pro soustružení:
Hlavním problémem těchto hornin je jejich měkkost, takže čistého povrchu lze dosáhnout pouze velmi ostrým nástrojem a velmi pomalou a pečlivou prací.
Nevhodné pro soustružení:
Tyto horniny mají hned dva problémy: různou hustotu vrstev a velké množství pryskyřice, která ulpívá na nástroji a rychle otupuje ostří. Proto, i když nemáte po ruce nic lepšího než borový blok nebo prkno ze stavebnictví, je stále lepší odmítnout je zpracovat, abyste nebyli zklamáni výsledkem a svými schopnostmi. Zvláště pokud teprve začínáte ovládat soustružnické dovednosti.
A poslední důležitý bod: při výběru dřeva pro soustružení musíte věnovat pozornost přítomnosti vad v obrobku. Mohou nejen zničit vzhled produktu, ale také prasknout během otáčení, zejména při vysokých rychlostech.