Mínus nebo plus na elektrodě? Jak polarita svařovacího proudu ovlivňuje kvalitu svaru a proč je kritická pro začátečníky / Offtopic / iXBT Live
Ti, kteří si poprvé berou do ruky svářecí invertor, se často potýkají s otázkou: kam připojit držák k elektrodě a kam zemnící svorku? Nejde však jen o technickou „maličkost“. Volba polarity při připojení držáku elektrody a zemnící svorky ke svářecímu invertoru je klíčovým faktorem určujícím kvalitu svařovaného spoje. Chyba v polaritě může vést k propálení, nedostatečnému protavení a nestabilitě oblouku, zejména u začínajících svářečů.
Jak plus a mínus řídí teplo ve svařovacím oblouku
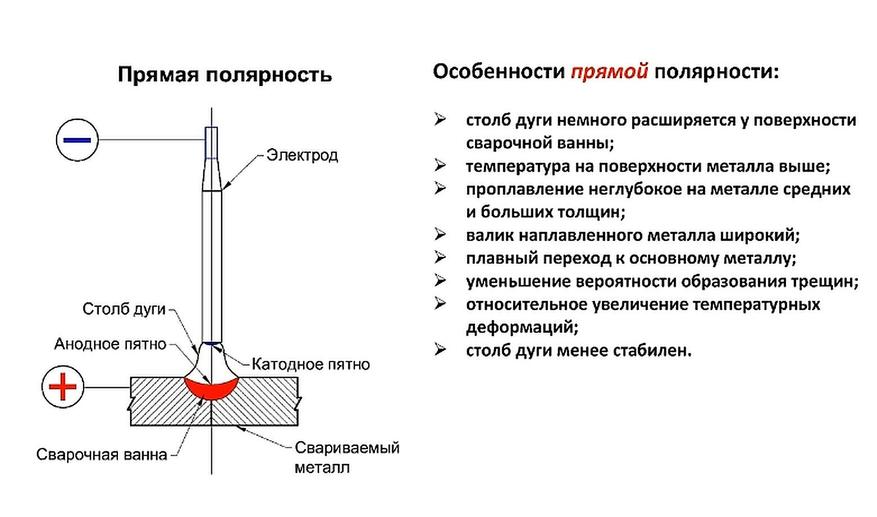
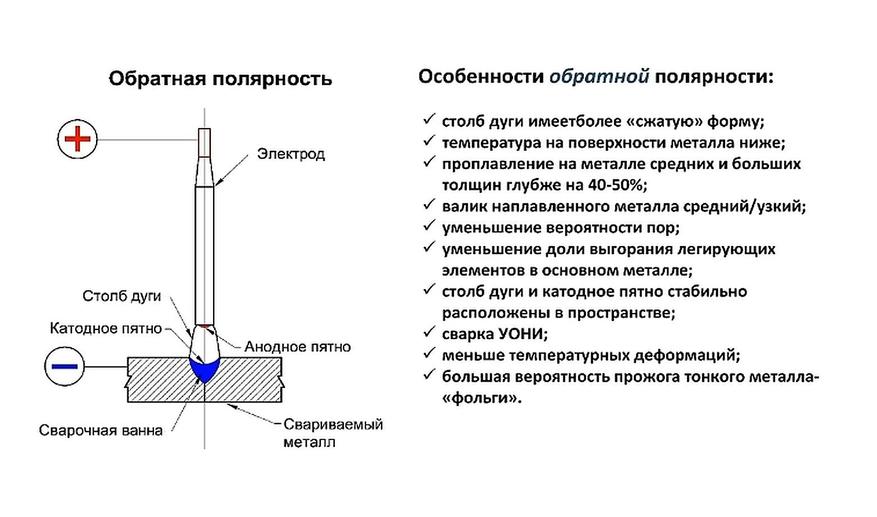
Ruční obloukové svařování je založeno na elektrickém oblouku, který vzniká mezi hrotem elektrody a obrobkem. Protékající proud ohřívá a taví kov. Při přímé polaritě je elektroda připojena k mínus pólu zdroje a obrobek k plusu. V tomto případě se většina tepla, asi 60-70 %, koncentruje na svařovaném výrobku, protože je intenzivně „bombardován“ elektrony létajícími z elektrody. Pokud zvolíme obrácenou polaritu, je elektroda na plusu a obrobek na mínus. Nyní elektroda přijímá lví podíl tepla (stejných 60-70 %), protože je vystavena iontovému „útoku“. Právě tento rozdíl v rozložení tepelné energie určuje, jakou polaritu zvolit pro konkrétní úkol a typ elektrody.
Rutilové elektrody: Všestrannost s tajemstvím kontroly
Rutilové elektrody (jako například populární ANO-21, MP-3 nebo OK 46.00) jsou známé svou „všežravostí“ a loajalitou k začátečníkům – umožňují svařování s jakoukoli polaritou. Je zde však důležitá nuance, která umožňuje výrazně zlepšit výsledek. Při práci s tenkým kovem, například profilovou trubkou nebo ocelovým plechem malé tloušťky, je výhodnější přímá polarita (elektroda na „mínus“). Protože hlavní ohřev jde na součást a samotná elektroda se méně zahřívá, snižuje se pravděpodobnost propálení, oblouk hoří měkčeji a tepelný příkon (množství tepelné energie, které vstupuje do svařovaného kovu ze zdroje tepla na jednotku délky švu) se stává „jemnějším“. To je ideální volba, pokud se obáváte propálení tenkostěnné konstrukce.
Pokud je úkolem roztavit tlustý kov a zajistit maximální hloubku svaru, přichází na pomoc obrácená polarita (elektroda na „plus“). Zvýšené zahřívání elektrody podporuje její intenzivní tavení a energičtější působení oblouku na základní kov zajišťuje hluboké tavení. Svar je spolehlivý, což je kriticky důležité pro důležité spoje. U rutilových elektrod se polarita stává nástrojem pro přesnou regulaci přívodu tepla: u přímé „rozptylujeme“ teplo pro jemnou práci, u obrácené ho koncentrujeme, abychom „prorazili“ tloušťku.
Bazické obalené elektrody
Zcela jiná situace je u elektrod se základním povlakem (například UONI 13/55). Ty poskytují nejvyšší mechanické vlastnosti svaru, zejména rázovou houževnatost při nízkých teplotách, ale vyžadují vyšší kvalifikaci svářeče a pečlivou přípravu kovu. Elektrody se základním povlakem se svařují výhradně s obrácenou polaritou (elektroda na “plus”). To je dáno jejich chemickým složením: složky povlaku, rozkládající se v oblouku, vytvářejí ochrannou plynnou atmosféru s nízkým obsahem vodíku. Stabilního hoření oblouku, vysoce kvalitního přenosu kovu a spolehlivé ochrany svarové lázně se dosahuje pouze tímto zapojením. Pokus o použití přímé polarity u “základních” elektrod povede k nestabilnímu oblouku, pórovitosti a celkovému zhoršení kvality svaru.
Proč je pro začátečníky důležité pochopit rozdíl
Zkušený svářeč často intuitivně cítí, jak se oblouk chová, a dokáže parametry upravit „za chodu“. Pro začátečníka, který se spoléhá na pokyny, se však špatná volba polarity stává zdrojem neustálých problémů: propalování tenkého kovu s nadměrným teplem při obrácené polaritě, nebo naopak povrchní, nesvarový šev na tlustých dílech při použití přímých elektrod. U „hlavních“ elektrod chyba v polaritě zcela zneplatní všechny jejich výhody.
Jednoduché pravidlo, zejména pro rutilové elektrody: pokud potřebujete svařovat tenký kov a vyhnout se propálení (udělat ho hladkým a rovným), zvolte přímou polaritu (elektroda na „mínus“). Pokud je cílem maximální hloubka průvaru u silného kovu, směle umístěte elektrodu na „plus“ (obrácená polarita). A u UONI elektrod – bez možnosti „plus“ na držáku. Vždy zkontrolujte doporučení výrobce na obalu elektrody – preferovaná polarita je tam obvykle uvedena.
Zvládnutí svařování je cesta od formálního dodržování pokynů k hlubokému pochopení procesů probíhajících v oblouku. Vědomá volba polarity je jedním z prvních a nejdůležitějších kroků na této cestě. Experimentujte (kde je to možné), pozorujte, analyzujte a ideální svar pak nebude náhodným úspěchem, ale přirozeným výsledkem vaší dovednosti.

Elektrické svařování je nejspolehlivější způsob spojování kovových dílů. Při svařování elektrickým obloukem se části spojují vlivem vysokých teplot. Elektrický oblouk se nyní používá ve většině zařízení pro svařování a tavení kovu. Oblouk zahřeje kov na teplotu, při které se začne tavit, a to na malé ploše.
Druhy elektrického svařování
K výrobě elektrického oblouku se používá buď stejnosměrný nebo střídavý proud. Transformátory pracují se střídavým proudem, invertory pracují se stejnosměrným proudem.
Je obtížnější pracovat s transformátorem: kvůli střídavému proudu může oblouk „skákat“ a samotné zařízení zabírá hodně místa a má působivou váhu. Oblouk i transformátor dělají při práci velký hluk. Další nevýhoda: transformátor značně přetěžuje síť, což způsobuje značné napěťové rázy. Mohlo by dojít k poškození domácích spotřebičů.
Střídače obvykle pracují na 220 V. Na rozdíl od transformátorů jsou menší velikosti a hmotnosti (3-8 kg), pracují tišeji a nemají téměř žádný vliv na napětí sítě. Oblouk je navíc tvořen stejnosměrným proudem, takže „neskáče“ a snáze se ovládá. S ohledem na všechny tyto výhody doporučujeme začátečníkům začít pracovat s měniči.
Technologie svařování
Elektrický oblouk vzniká v důsledku interakce dvou proudových prvků s opačnými náboji. První je kovová část a druhá je elektroda.
Elektroda je kovové jádro potažené speciální ochrannou směsí. Existují také nekovové svařovací elektrody (využívají uhlík a grafit), ale jejich oblast použití je specifická a začínající svářeč je s největší pravděpodobností nebude potřebovat.
Čtěte také: Co jsou sendvičové panely
Elektrický oblouk vzniká při kontaktu opačně nabitých elektrod a kovu. Kov dílu v místě, kam směřuje oblouk, se začne tavit. Současně dochází k tavení kovové tyče elektrody, jejíž částice se přenášejí elektrickým obloukem do tavné zóny – svarové lázně.
Zničí se také ochranný povlak, jehož část se roztaví, zatímco druhá se odpaří a uvolní horké plyny. Plyny obalují svarovou lázeň a brání kovu v interakci s kyslíkem. Roztavená struska, která pokrývá kov, pomáhá udržovat teplotu. Pro správné svařování je nezbytnou podmínkou přítomnost strusky pokrývající svarovou lázeň.
Svar se tvoří při pohybu lázně a samotná lázeň se pohybuje při pohybu elektrody. Zde spočívá celá podstata procesu: musíte pohybovat elektrodou správnou rychlostí. Na základě požadovaného typu zapojení je důležité správně zvolit úhel sklonu elektronu a parametry proudu.
Naučit se používat svařování
Nejprve musíte připravit své pracoviště. Zvláštní pozornost je třeba věnovat bezpečnosti: při svařování existuje vysoké riziko úrazu elektrickým proudem i vysokými teplotami.
Za druhé, nejlepší je naučit se používat elektrické svařování na tlustém kusu kovu. Kromě samotného dílu a svařovacího nástroje budete potřebovat rukavice (speciální silné rukavice) a svářečskou masku. Vyberte si silné oblečení, které ochrání celé vaše tělo, a pevnou obuv ze silné kůže. Boty musí být dostatečně pevné, aby vydržely jiskry a vodní kámen. Připravte si kladivo a kovový kartáč, kterým strusku srazíte. A nezapomeňte na ochranné brýle.
Jak vložit elektrodu do držáku?
Pro začátečníky je nejvhodnější elektroda univerzální o průměru 3,2 mm. Tato elektroda není nejlevnější, ale bude se s ní pohodlně a pohodlně pracovat. Jakmile je dovednost vypilována, můžete přejít k používání levnějších analogů.
Elektrodu umístíme do držáku, který je připevněn k jednomu ze svařovacích kabelů. Upevňovací prvky jsou rozděleny do 2 typů: pružinové a šroubové. Chcete-li vložit elektrodu do držáku pružiny, musíte stisknout tlačítko umístěné na rukojeti a dostat se do výsledné zásuvky. U šroubovací svorky otočte rukojetí, abyste svorku odšroubovali, vložte elektrodu dovnitř a zašroubujte ji zpět. Jakmile je elektroda nainstalována, lze připojit kabely.
Stejnosměrný obloukový svařovací stroj má dva výstupy: kladný a záporný. K dispozici jsou také dva svařovací kabely:
- První kabel končí kovovou svorkou a je připevněn k dílu;
- Druhý kabel má na konci držák elektrody.
Typ práce určuje, který směr proudu bude zvolen. Při použití invertorů se plus obvykle připojí k dílu a mínus k elektrodě. Toto spojení je považováno za přímou polaritu. Ale u některých zakázek se vytváří obrácená polarita: mínus k dílu plus k elektrodě. Tato metoda se používá například při svařování nerezové oceli.
Při přímé polaritě se kov více zahřívá, což je plus pro většinu připojení. Lepší zahřívání je způsobeno tím, že se elektrony pohybují od záporně nabitého pólu (v našem případě elektrody) ke kladně nabitému pólu (část). Během tohoto přechodu předávají elektrony část své kinetické energie kovu a zvyšují jeho teplotu.
Zahájení svařování: Jak zapálit oblouk?
Jakmile jsou kabely připojeny, je čas přemýšlet o tom, jak vlastně získat elektrický oblouk. Hlavní podmínkou pro jeho výskyt je přímý kontakt mezi elektrodou a součástí. Existují dva způsoby, jak zajistit kontakt:
V prvním případě posouváme elektrodu po švu (aby nezůstali stopy), ve druhém poklepáváme špičkou elektrody na kov.
Pokud je elektroda nová a její hrot je odkrytý, je snazší zapálit oblouk. Pokud byl nástroj dříve používán, tyč se opotřebuje a skončí pod silnou vrstvou ochranného povlaku. Tuto vrstvu je potřeba oklepat. K tomu je třeba několikrát lehce zasáhnout špičkou elektrody.
Sklon elektrody
Dalším bodem, který si zaslouží zvláštní pozornost, je poloha elektrody při práci s ní. Měl by být nakloněn směrem k vám pod úhlem 30 až 60 stupňů od normály k povrchu součásti. Úhel sklonu se volí s ohledem na typ švu, který se má získat, a také na nastavený proud. Zohledňuje se také stav svarové lázně.
Když je nástroj nakloněn k sobě, lázeň a roztavená struska se pohybují za špičkou elektrody. Jeho úhel sklonu a rychlost pohybu by měly být zvoleny tak, aby struska měla čas pokrýt horký kov. V tomto případě se kov zahřívá do větší hloubky.
Pokud kov nevyžaduje příliš mnoho ohřevu, úhel sklonu je vám odebrán, šev a lázeň opět následují elektrodu a hloubka ohřevu je v tomto případě minimální.
Jak pohybovat elektrodou
Pro zajištění vysoce kvalitního svaru sledujte svarovou lázeň. Držte elektrodu ve vzdálenosti 2-3 mm od roviny kovu a neustále sledujte stav a velikost svarové lázně. To vyžaduje dobrou zručnost, ale při pravidelném cvičení se to určitě objeví.

Trik je v ovládání celé řady jemností současně:
- nasměrujte elektrodu přesně po určité trajektorii;
- jak se tyč opotřebovává, plynule spouštějte elektrodu, udržujte vzdálenost 2-3 mm od povrchu;
- regulovat velikost a stav svarové lázně zvýšením nebo snížením rychlosti elektrody;
- ovládat směr švu.
Je vhodné ovládat několik různých pohybů elektrod a aplikovat je v závislosti na situaci.
Pro zvládnutí pohybů je lepší vzít tlustý kus kovu. Zpočátku jsou švy hrubé a připomínají válečky. V této fázi získáte základní dovednosti: zvyknout si udržovat potřebnou vzdálenost od hrotu elektrody k dílu a držet se správné trajektorie.
Vezmeme kus kovu a na jeho povrchu nakreslíme křídou čáru: váleček musí být položen podél této čáry. Zapalujeme oblouk a ovládáme pohyby a přitom ovládáme vanu. Zpravidla to nefunguje napoprvé. Po zvládnutí techniky bude válec jednotný, jeho šířka a výška nebude „skákat“ a můžete přejít ke složitějším úkolům.
Jak kontrolovat polohu svařovaných dílů
Správné držení a pohyb nástroje samozřejmě není všechno. Je důležité pochopit mechaniku spojování kovů. Má své vlastní jemnosti: šev „táhne“ části, což může vést k jejich deformaci. V důsledku toho se bude výrobek znatelně lišit tvarem od toho, co bylo původně zamýšleno.
Aby se tomu zabránilo, jsou díly zajištěny svorkami, sponami a dalšími zařízeními. Kromě toho vytvářejí cvočky – malé příčné švy, které je pokládají v intervalech několika desítek centimetrů. Pomáhají dát produktu požadovaný tvar. Na spojích dílů jsou na obou stranách provedeny stehové svary pro kompenzaci vzniklého napětí.
Volba proudu pro svařování
Poslední věc, která stojí za zmínku, je jaký proud dodávat. Volba hodnoty proudu je ovlivněna tloušťkou spojovaných dílů a použitými elektrodami.
Při ručním elektrickém svařování jsou všechny součásti navzájem spojeny. Například při poklesu napětí v síti není střídač schopen vyrobit požadovaný proud. To se však nestane kritickou překážkou pro práci: pro dostatečné zahřátí můžete jednoduše snížit rychlost elektrody. Pokud to nepřinese ovoce, můžete stejným místem projít několikrát. Dalším řešením je použití tenčí elektrody. Jedna z těchto metod nebo jejich kombinace by měla vést k pozitivnímu výsledku.
Po prostudování všech teoretických jemností procvičte své dovednosti v praxi. Kupte si svářečku, elektrody, ochrannou masku – a pusťte se do práce.
Jak se vám článek líbí?