Co mohu použít k řezání nití? Jaký nástroj používáte k řezání závitů!
Závitník je zařízení, které umožňuje řezání vnitřních závitů. Svým provedením se podobá šroubu z vysokopevnostní oceli, na kterém jsou vytvořena tři nebo čtyři přímá podélná vybrání, tvořící při protnutí závitů kov řezné hrany. U tohoto nástroje se rozlišuje pracovní část a stopka. Pracovní prvek nástroje tvoří: řezné a vodicí části.
Strana pro řezání kovu připomíná kužel a používá se k řezání. Vodicí strana posílá nástroj do pracovního otvoru, ve kterém je závit řezán a kalibrován.
Na konci ocasu je spojovací čtverec, který je nezbytný pro upevnění nástroje v ručním nástroji. Velikost připojovacího čtyřhranu pro ruční pohon závisí na velikosti závitníku.
Drážky na pracovní straně nástroje mají podélná vybrání Závity závitů jsou odděleny drážkami do řezných per, jejichž náběžné hrany slouží k řezání. Také prohlubně jsou potřebné k odstranění třísek, které se objevují během práce. Tři drážky se obvykle vyrábějí na nástrojích o průměru do 22 mm, čtyři drážky – o průměru od 22 do 52 mm.
Závitník pro řezání závitů je vyroben z rychlořezné nebo uhlíkové oceli technologií schválenou pro výrobu kovoobráběcích nástrojů. Procházejí tepelným zpracováním, jehož přesnost určuje výkon a životnost kohoutku. Povrchová tvrdost závitníků by se měla pohybovat v rozmezí 63 – 66 HRc. Předměty vyrobené z uhlíkové oceli mají mnohem menší odolnost než modely vyrobené z rychlořezné oceli. Pro zvýšení tvrdosti a odolnosti ostří lze pracovní část strojních závitníků potáhnout nitridem titanu charakteristické „zlaté“ barvy.
Existují dva způsoby řezání vnitřních závitů ručními nástroji: evropské a americké. V Evropě je zvykem pracovat na dva nebo tři průchody s různými kohoutky. V USA – jeden na průchod. Například v USA jsou široce používány metrické závity a podobná zařízení pro metrický systém nabízená americkými výrobci jsou navržena tak, aby pracovala na jeden průchod. Závitovací nástroje Evropská produkce nabízí širokou škálu zařízení nejen pro metrický, ale i pro palcový systém. Oba jsou však nabízeny pouze ve formě dvou nebo tříprůjezdových souprav.
V Rusku je přijat evropský přístup, na Dálném východě – americký V souladu s tím je hlavní pozornost věnována těmto zařízením pro řezání závitů pomocí evropské metody. Sada dvou (hrubovací a dokončovací vzor) se používá pro opracování měkkých ocelí a sada tří (hrubovací, střední a dokončovací vzor) se používá při práci s tvrdšími kovy.
Uvnitř sady se liší počtem značek (ráfků) nanesených na stopce. Jak se často stává, pro taková označení neexistují žádné normy a existují domácí a zahraniční systémy označování. V domácím systému jedno riziko znamená hrubý model, dvě střední model a tři dokončovací model. U zahraničních sad je úprava obvykle bez známek. Také je třeba mít na paměti, že chyby ve značení jsou možné (vyskytují se i u nejznámějších výrobců) a nejspolehlivější způsob, jak rozlišit kohoutky uvnitř sady, je podle délky náběhové části, která se skládá z vyřezávání peří zmenšeného průměru, s odříznutými hroty. Jejich průměr se postupně zvětšuje od konce závitníku ke stopce. Návrh modelu má nejhlubší úvodní stranu. Obvykle obsahuje čtyři až devět otáček. Nejkratší náběhová strana je pro dokončovací model, od jedné do tří otáček. A průměrný počet otáček stříhacích pírek na náběhové části se nachází uprostřed mezi výše uvedenými položkami stejné sady.
Pro práci ve slepých otvorech jsou nutné závitníky, které mají minimální počet per na tuze a tupý konec. Konec je obvykle označen hodnotou závitu vyříznutého tímto nástrojem. Na dovážených položkách je často kromě velikosti závitu uveden průměr vrtáku pro tuto velikost.
Stopka všech předmětů je zakončena spojovacím čtyřhranem, který je nezbytný pro držení zařízení v límci. Neexistuje žádná standardizace čtvercových velikostí na základě hodnocení závitů. Například závitník pro závit M10 od jednoho výrobce může mít čtverec 5,5 mm, od jiného – 8 mm. Rozměry čtyřhranů na stopkách závitníků, mm: 2,1; 2,7; 3,0; 3,4; 4,9; 5,5; 6,2; 7,0; 9,0; 11,0; 12,0; 14,5; 16,0; 18,0; 20,0; 22,0; 24,0; 29,0; 32,0.
Zásuvky na kohoutky
Ovladače slouží k práci s kohoutkem. Stopka tohoto zařízení je vložena a upnuta do ní. Takové ruční nářadí je k dispozici jak nenastavitelné, s pevnou velikostí sedadla, tak nastavitelné s proměnnou velikostí sedadla.
Plochý neseřiditelný šroubovák má obvykle jeden až tři otvory různých velikostí, aby se vešly na stopky závitníků nejběžnější čtvercové velikosti. Dnes se takové brány prakticky nevyrábějí. V zahraničí se vyrábí neregulované klíče s kulovou hlavou. V hlavě jsou v pravém úhlu vytvořeny čtyři čtvercové otvory různých velikostí z výše uvedeného rozsahu velikostí.

Nastavitelné klíče obsahují ve své konstrukci šroubový mechanismus, který pohybuje upínacími částmi, které zajišťují stopku zařízení. Při práci na těžko přístupných místech mohou být vyžadovány prodlužovací kabely. Jsou většinou nenastavitelné a jsou určeny pouze pro jednu velikost spojovacího čtverce.

 Koncové klíče se používají pro práci na těžko přístupných místech. Jsou vybaveny aretačním sklíčidlem s čelistmi, na které jsou uchyceny čtyřhran na stopce závitníku. Vyrábějí se jak s pevným sklíčidlem, tak s ráčnovým sklíčidlem. Ráčna musí mít třípolohový přepínač směru (střední režim aretuje sklíčidlo).
Koncové klíče se používají pro práci na těžko přístupných místech. Jsou vybaveny aretačním sklíčidlem s čelistmi, na které jsou uchyceny čtyřhran na stopce závitníku. Vyrábějí se jak s pevným sklíčidlem, tak s ráčnovým sklíčidlem. Ráčna musí mít třípolohový přepínač směru (střední režim aretuje sklíčidlo).
Při práci s takovým nástrojem musíte dodržovat jednoduchá pravidla, a to:
- Používejte mazací kapalinu, která pomáhá minimalizovat sílu, zvyšuje kvalitu práce a životnost zařízení;
- Při průjezdu prvním poklepem je nutné a při průjezdu následnými při vytváření odporu proti otáčení na každou čtvrtinu nebo třetinu otáčky couvat k odstranění třísek.
Zápustky a zařízení pro práci s nimi
K řezání vnějších závitů se používá zařízení zvané matrice. Je obdobou kulaté nebo šestihranné matice z rychlořezné nebo uhlíkové oceli, kalené na tvrdost 63 – 66 HRc. První verze takového zařízení vyžaduje speciální držák šestihranný držák lze použít s běžným klíčem. Stále je však lepší začít řezat závit šestihrannou matricí s matricí, protože poskytuje lepší podmínky pro ovládání matrice v okamžiku vstupu do závitu, což vám umožní přesněji vyrovnat rovinu matrice kolmo k osy obrobku. Poté, když je zadávání dokončeno, je lepší použít klíč, protože šestihranný profil funguje lépe při velkém zatížení.
Kolem středového závitového otvoru je v matrici vyříznuto tři až pět průchozích podélných otvorů, přesazených ve stejných vzdálenostech od středu zařízení. Tvořící přímky těchto otvorů a závity matric v jejich průsečíkech vytvářejí řezné hrany. Slouží také k odstraňování třísek vznikajících při práci. Na obou stranách matrice mají řezné hrany zkosení do hloubky 1,5 – 2 závity, které se nazývají sací díly. Na bočních dílech matric jsou vytvořeny tři nebo čtyři vybrání (s úhlovým přírůstkem 120° nebo 90°) pro zajišťovací šrouby, které zajišťují zařízení během provozu. Na přední ploše matrice jsou obvykle čísla udávající velikost závitu, který matrice vyřezává.
Téměř všechny kruhové zápustky mají podél boční tvořící přímky vybrání s lichoběžníkovým průřezem do dostatečně velké hloubky. pro jeho opotřebení. Jen je potřeba pamatovat na to, že tuhost střižnice je výrazně nižší a přesnost rozměrů závitu znatelně klesá.
V dělené matrici je zpočátku vytvořena boční štěrbina 0,5-1,5 mm široká. Umožňuje upravit průměr závitu podél břitu v malých mezích (0,1-0,25 mm) a tím kompenzovat opotřebení břitu nebo zvýšenou tvrdost zpracovávaného materiálu. Dříve byly takové matrice široce používány v průmyslu, ale nyní jsou zcela mimo provoz. Zápustky jsou k dispozici se stavěcím kuželovým šroubem, které zaujímají mezipolohu mezi konvenčními kruhovými a dělenými zápustkami. U takové matrice je řez podél její stěny proveden přibližně ve dvou třetinách výšky a je zakončen závitovým kuželovým otvorem, do kterého je zašroubován kuželový šroub, který slouží k přesnému nastavení průměru matrice podél závitu. Toto nastavení umožňuje kompenzovat jak rozdílnou tvrdost materiálu obrobku, tak opotřebení matrice. Tuhost zápustky přitom příliš neklesá a provedení s kónickým seřizovacím šroubem jako by spojovalo výhody pevné a dělené zápustky.
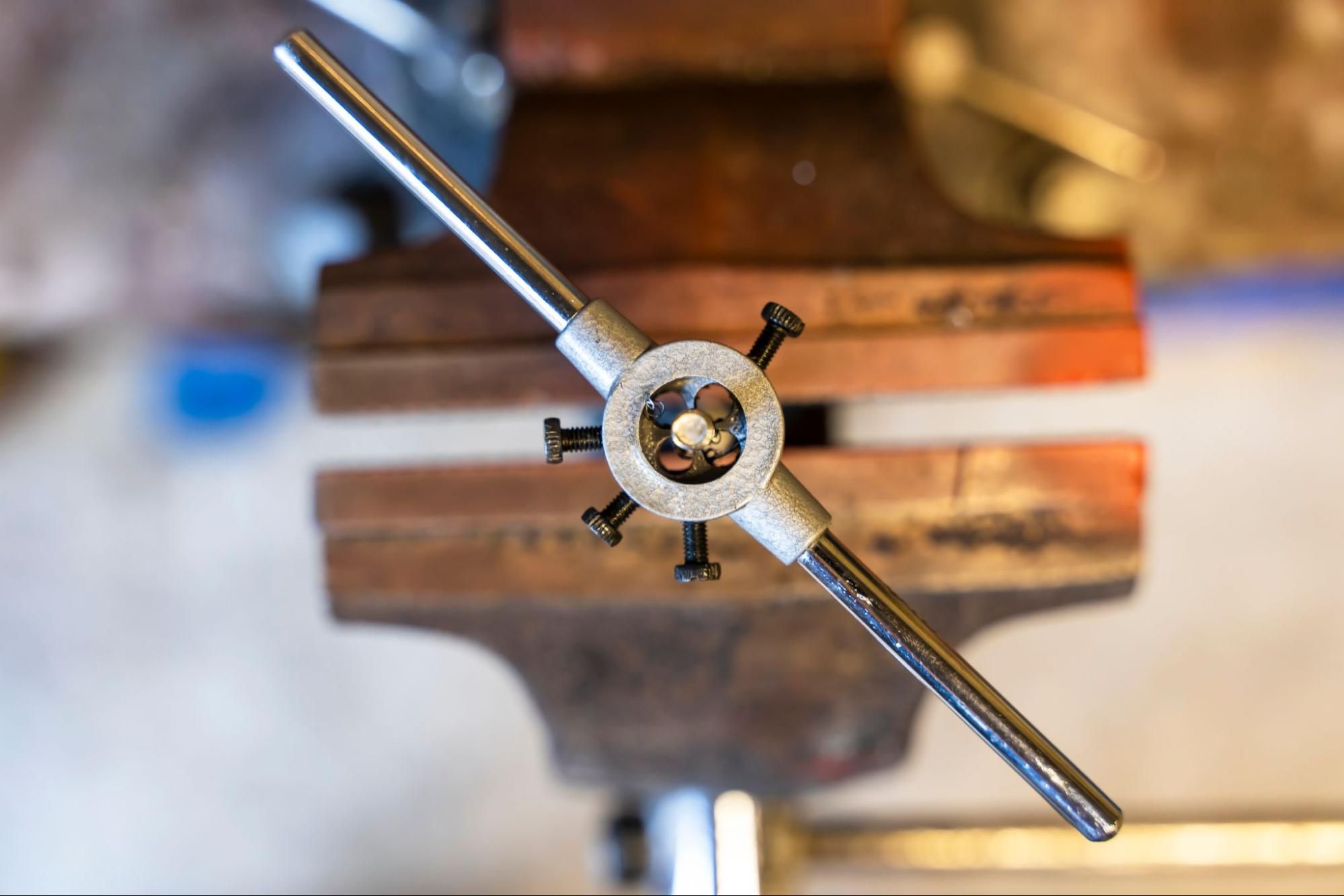
Klupp
Svěrka je nástroj používaný k uchycení matrice při řezání závitů. Raznice je podobná držáku kulatého tvaru s vnitřním průměrem, který je větší než vnější průměr kulaté raznice. Tento nástroj má několik závitových otvorů, do kterých jsou zašroubovány tvrzené zajišťovací šrouby pro zajištění matrice. Počet zajišťovacích šroubů se v různých provedeních liší od jednoho do pěti. Výše bylo zmíněno, že na boční ploše kruhové matrice mohou být vytvořeny tři nebo čtyři otvory pro zajišťovací šrouby. Jako doraz pro zajišťovací šroub lze také použít lichoběžníkový zářez na boční tvořící přímce matrice. V souladu s tím se počet skutečně použitých šroubů pohybuje od jednoho do čtyř v závislosti na konstrukci jak formy, tak formy. Použitím více zajišťovacích šroubů klesá zatížení každého šroubu, ale klesá tuhost upevnění. Šestihranné matrice se upínají podél jedné, dvou nebo tří ploch, tuhost jejich fixace je výrazně nižší.

Dvě rýhované rukojeti jsou zašroubovány do částí tvořících matrici naproti sobě, aby se matrice během provozu otáčela.

Existují matrice vybavené adaptačními kroužky se stejným vnějším průměrem, rovným vnitřnímu průměru držáku matrice, ale s různými vnitřními průměry pro matrice různých velikostí. Adaptérové kroužky mají průchozí otvory pro upínací šrouby. Sestava matrice a adaptéru se vloží do matrice a zajišťovací šrouby se zašroubují skrz otvory v kroužku, dokud se nezastaví do otvorů vytvořených v matrici, čímž se upevní kroužek adaptéru i matrice.
Pro práci v místech s omezeným přístupem je někdy nutné vyrobit poměrně složité návrhy svorek domácí metodou.
Závit – prohlubně a výčnělky vytvořené na kuželových a válcových rotačních tělesech, které se navzájem střídají a nacházejí se podél šroubovice. Jedná se o záběrové prvky v ozubených a šroubových převodech a také o hlavní součásti závitových spojů.
Pro řezání závitů se používají různé nástroje. Volba technologie rozhoduje o výsledcích, stejně jako o souladu vlastností produktu se stanovenými parametry a aktuálními mezinárodními či státními normami. V tomto článku vám podrobně řekneme, jak jsou závity řezány na soustruhu.
Typy závitů
- Metrický. Často se vyskytuje v hardwaru, měřeno v milimetrech, má ostrý nebo zkosený vrchol a trojúhelníkový profil, stejně jako hrany s úhlem sklonu 60 stupňů. Poddruh – válcový, kuželovitý. Ten se vyznačuje bočními plochami s mírným sklonem pro minimální rizika samovolného odvíjení, pro spolehlivost a lepší těsnost spojů. Cylindrický se vyznačuje hranami sbíhajícími se pod 60stupňovým ostrým úhlem. Poloměr dutiny je zvětšen, což zvyšuje tepelnou odolnost a únavové vlastnosti.
- Palec. Pro měření se používají britské standardy s celými nebo zlomky palců. Hřebeny jsou oproti metrické modifikaci protáhlé a hrany se sbíhají pod úhlem 55 stupňů. Palcové závity se používají pro výrobu spojovacích prvků a pro rozebíratelné spoje částí potrubních systémů. Existují dva poddruhy – kónický a válcovitý. Jejich rozdílem je tvar povrchu, na kterém jsou vyříznuty prohlubně a výstupky. V prvním případě se jedná o kužel a ve druhém o válec.
- Pitchevaya. Přenáší pohyb (obvykle v převodech nebo šnekových převodech), měřený ve stoupáních. Jedna taková konvenční jednotka odpovídá 3,14 dm. Cívky jsou vyrobeny v evolventním, lichoběžníkovém tvaru nebo ve formě Archimedovy spirály. Naklánějí se pod úhlem čtyřiceti stupňů.
- Vytrvalý. Profil je lichoběžníkový. Jeho první strana je v mírném úhlu 3 stupňů. A druhý je nakloněný o 30 stupňů. Díky této konstrukci mohou spoje odolat velkému axiálnímu zatížení.
- Kolo. Jedná se o možnost se zaobleným hladkým profilem, jehož výstupky a vybrání se skládají ze segmentů kruhů. Tato připojení se často používají v uzavíracích ventilech.
- Lichoběžníkové. Konfigurace profilu je lichoběžníková, zvyšuje odolnost vůči kritickým zatížením a snižuje ztráty způsobené třením. Pro lepší fixaci je zde samobrzdná schopnost.
- Trubka. Používá se v potrubích, řezaných na konci spojovacích oblastí potrubí různých inženýrských systémů (voda, teplo, plyn). Existují dva podtypy: cylindrický, kuželový. Ten se používá v dílech s kónickým zúžením okraje pro upevnění kvalitním těsněním. Boční hrany jsou kuželovitého tvaru s vrcholovým úhlem rovným 55 stupňům. Válcové trubkové závity se aplikují na standardní trubky s podélným řezem ve tvaru válce.
Existuje klasifikace založená na umístění střídavých prohlubní a výčnělků: mimo část nebo uvnitř. Podle této funkce existují dva typy: externí a interní. Na základě tvaru podélných řezů výrobků se rozlišují válcové a kuželové odrůdy. Klasifikace podle profilu zahrnuje několik typů: obdélníkový, lichoběžníkový, trojúhelníkový, kulatý.
Z hlediska funkčnosti mohou závity převádět rotační pohyby na pohyby po vratné trajektorii, běžící závity a také upevňovací závity používané k vytváření rozebíratelných spojů v různých provedeních. Podle směru existují levotočivé a pravotočivé závitové plochy. Existují dvě možnosti pro počet průchodů: jednoprůchodový nebo složitější víceprůchodový.
Mezi hlavní parametry patří jeho rozteč, vrchol a úhel profilu, samotný profil a také vnitřní, střední a vnější průměry.
Řezání závitů pomocí soustruhu
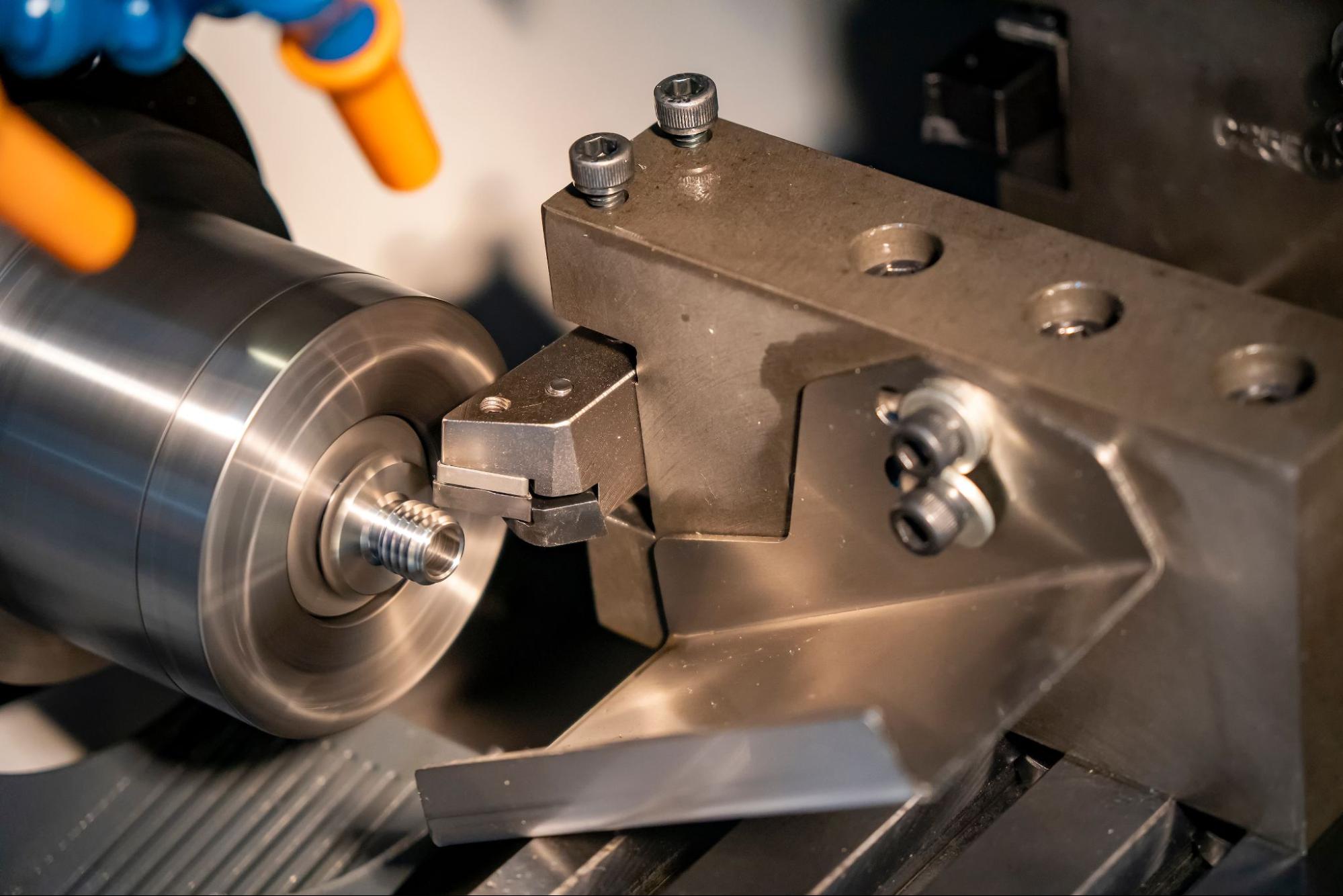
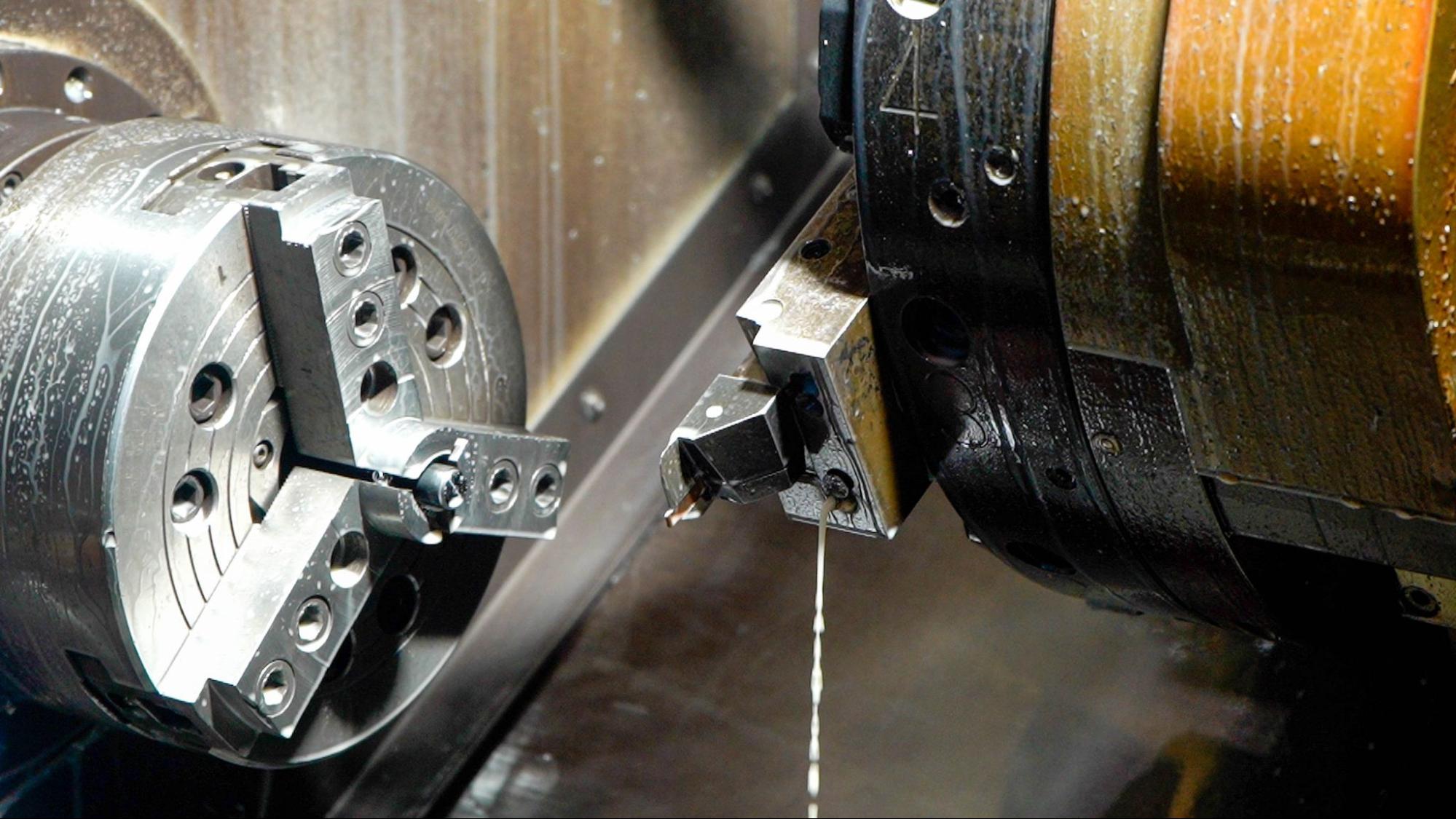
Závity se řežou na zařízení vybaveném řezacími prvky se špičatou koncovou částí – apexem. Technologické řezání lze provádět na šroubořezném soustruhu nebo na univerzálním multifunkčním soustruhu.
Obrobek je v zařízení upevněn a při své činnosti se otáčí kolem vlastní osy určitou rychlostí. Pracovní nástroj je dodáván zde. Pohybuje se stabilně nastavenou rychlostí podél osy rotujícího produktu a svým špičatým vrcholem tvoří spirálovitě prohloubenou linii.
Sklon, se kterým je zahloubení šroubu umístěno vůči rovině umístěné kolmo na středovou osu opracovávaného dílu, je ovlivněno poměrem torzní rychlosti vřetena (hřídel, na kterém je obrobek upevněn) k rychlosti otáčení. pohyb pracovní části stroje. Toto je úhel elevace nebo nárůstu řezané šroubovice. Je určeno dvěma parametry:
- podávání zařízení pohybujícího se v podélném směru vzhledem k ose součásti;
- frekvence, kterou se obrobek otáčí.
Dalším parametrem charakteristickým pro spirálovou čáru je stoupání, které určuje vzdálenost mezi sousedními závity a měří se podél osy. Plochy, kde je reliéf vytvořen, mohou být kuželové nebo válcové. Šroubovice může být jediná. Potom se závitová plocha nazývá single-start. Další možností je vícezávitový s několika šroubovými závity. Jsou umístěny ve stejných vzdálenostech vůči sobě navzájem.
Obrys průřezu ve fiktivní rovině pohybující se osou, nazývanou profil, může být lichoběžníkový, kulatý, obdélníkový, tahový nebo trojúhelníkový. Tento parametr výrazně ovlivňuje účel a výkonnostní charakteristiky.
Pro řezání vnitřních/vnějších závitů, vlevo nebo vpravo, použijte soustruhy, doplněné o různé příslušenství. Jedná se o řezné nástroje jako jsou frézy, závitníky, závitovací hlavy, matrice. Níže podrobně zvážíme všechny technologie řezání.

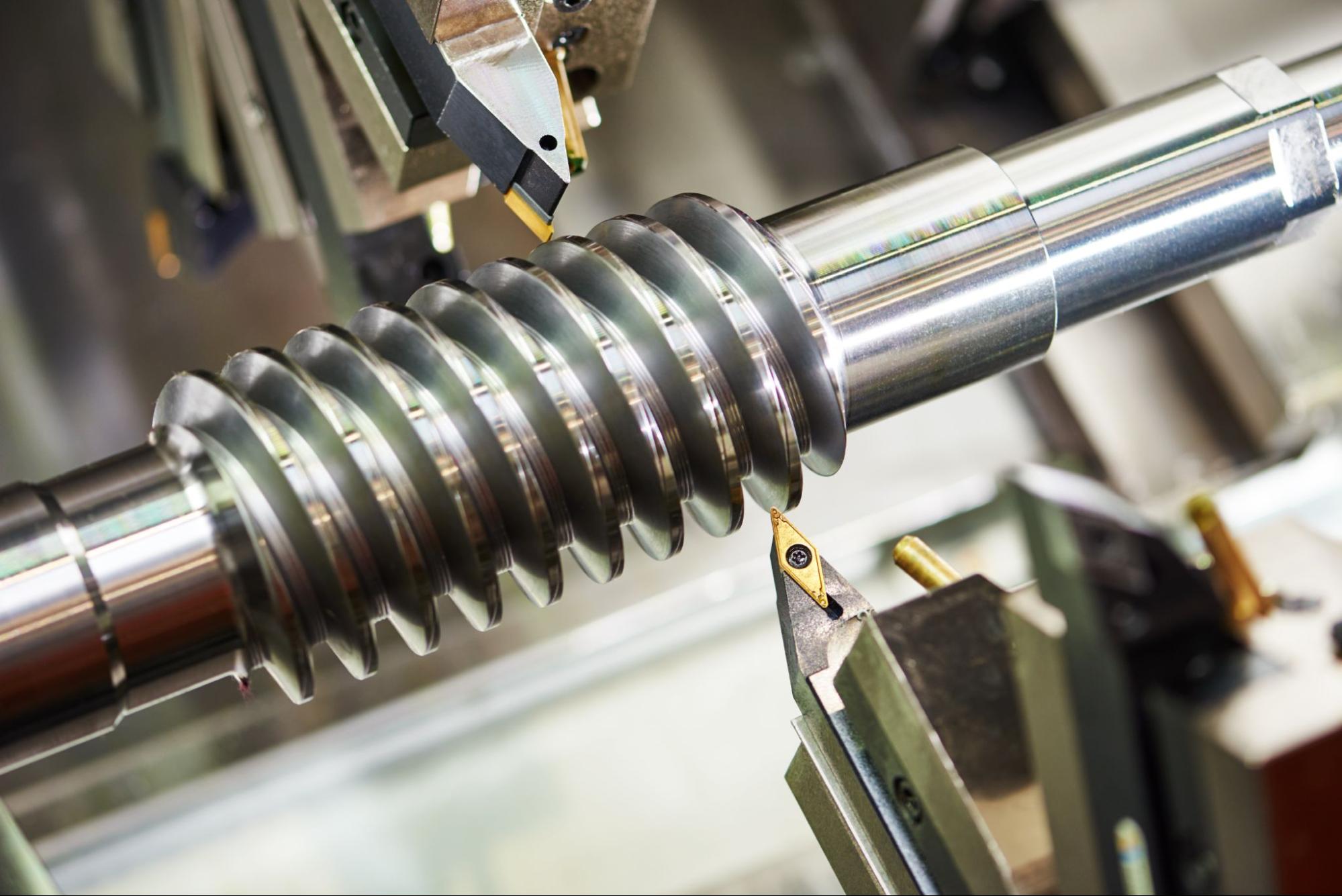
Řezáky
Řezání frézami je v současnosti oblíbenou technologií. Takové nástroje jsou vyrobeny z rychlořezných ocelí a musí splňovat požadavky regulované současnými GOST. Konstrukčně jsou všechny frézy rozděleny na tyčové, hranolové a kotoučové, nazývané také kulaté.
Šroubové vnější drážky jsou tvořeny frézami přímé konfigurace nebo s ohybem. A vnitřní jsou vytvářeny zakřivenými nebo rovnými nástroji, upevněnými ve strojích s dodávanými trny. Špička frézy zcela odpovídá dosaženému profilu závitu.
Při řezání drážek pomocí této metody je třeba vzít v úvahu její vlastnosti:
- Úhel čela řezného nástroje je v širokém rozmezí od 0 do 25°, volí se podle vlastností opracovávaného kovu. Pokud se řezání provádí na běžné oceli, pak je úhel nulový. Pokud se zpracovává vysokolegovaná žáruvzdorná ocel, pak je úhel čela v rozmezí 5-10 stupňů. Se zvyšující se viskozitou materiálu se úhel zvětšuje. A naopak, čím je kov křehčí a tvrdší, tím je hodnota nižší.
- Úhly boční vůle jsou voleny tak, aby povrchy řezného nástroje nedrhly o vytvářené drážky. Obvykle jsou totožné na obou stranách frézy. Když je úhel zdvihu menší než 4°, úhel boční vůle se pohybuje od 3 do 5 stupňů. Když je indikátor více než 4 stupně, zadní boční úhel se volí v rozmezí 6-8°.
- Hrot frézy, který tvoří spirálovitou zapuštěnou linii, je tvarově zcela shodný s profilem vytvářeného závitu.
- Pokud je závit vnitřní, pak pro jeho řezání nejprve připravte otvor vyvrtáním nebo vyvrtáním.
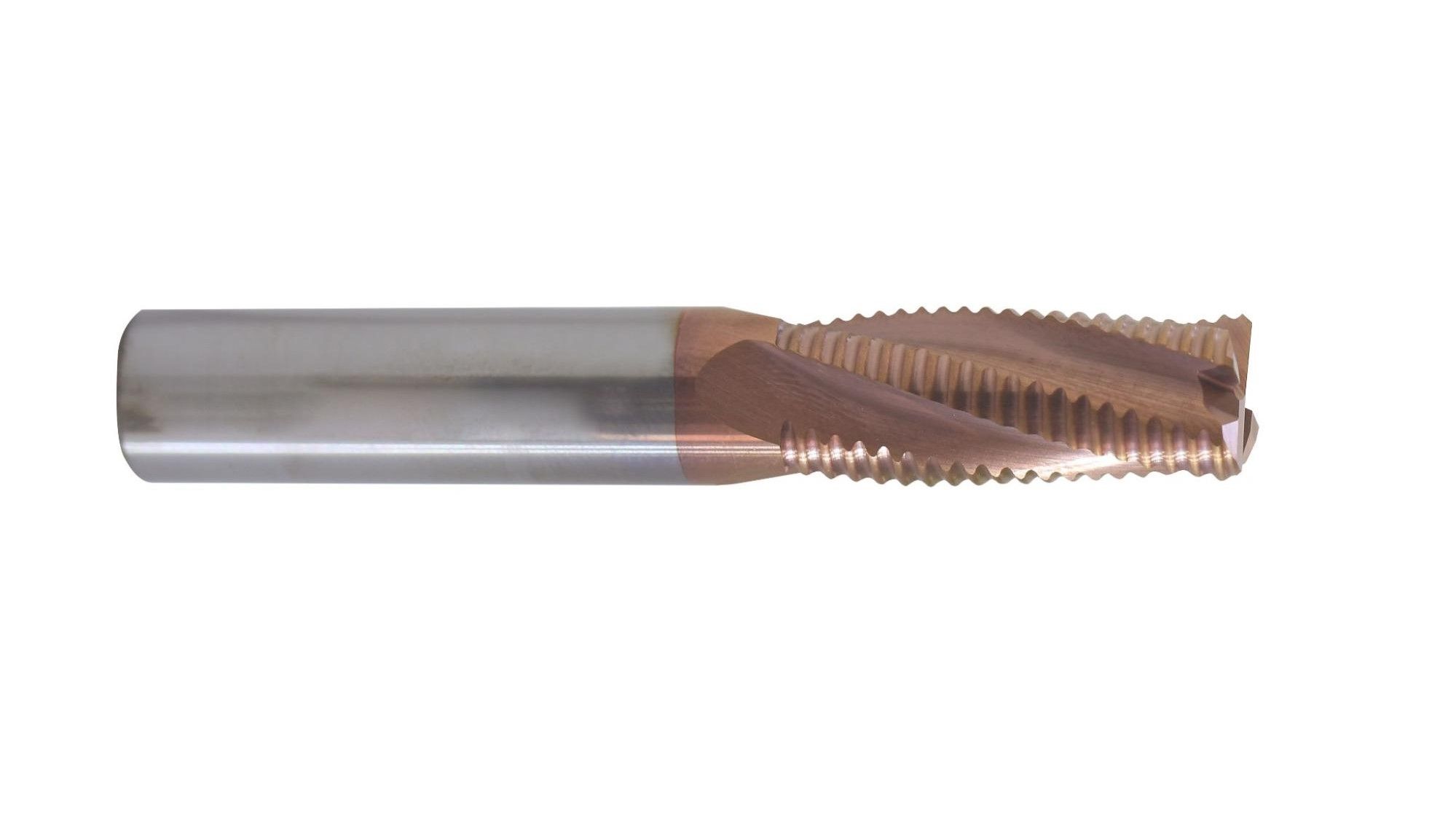
Kohoutky
Závitník je šroub vybavený několika podélně rozmístěnými drážkami, které tvoří ostré hrany. Může být klíč, ruční nebo strojní, obvykle se používá pro metrické vnitřní závity v malých otvorech, pomáhá lépe odvádět třísky z oblasti zpracování.
Při použití strojních závitníků je pro úspěšné operace nutný jeden průchod. Takové přístroje se liší od standardních v přítomnosti dvou komponent v jejich konstrukci – kalibrace a vzorkování. Při použití konvenčních kohoutků se vybere sada. Typicky se jedná o tři závitníky: určené pro přibližně 60 % objemu práce pro hrubování, řešící problém pro 30 % polodokončování a také vhodné pro dokončovací dokončovací řezání, které tvoří asi 10 % zpracování.
Existují sady hrubých a dokončovacích nástrojů. První ukrojí asi 75 % a druhý ukrojí zbývajících 25 %. Vstupní zóna hrubého závitníku je mnohem delší než u dokončovací verze. Na jednoduché řezbářské práce, které nemají přísné požadavky na přesnost, stačí dva nástroje.
zemře
Matrice je kroužek, který má uvnitř umístěné závity a drážky pro odstraňování třísek. Takové nástroje s vynikajícími výsledky vytvářejí vnější závitové prvky na šroubech, svornících a šroubech používaných k upevnění. Plochy jsou předbroušeny na požadovaný průměr. Pro posledně uvedené je stanovena tolerance ve výši:
- od 0,14 mm do 0,28 pro průměry od 20 do 30 mm;
- od 0,12 mm do 0,24, pokud je průměr od 11 do 18 milimetrů;
- od 0,1 mm do 0,2 o průměru XNUMX až XNUMX mm.
Matrice musí být zajištěna v kazetě zvané držák matrice. Je umístěn v pinole vřeteníku, která je součástí konstrukce stroje. Řezání pomocí matric se provádí při následujících rychlostech:
- od 10 do 12 metrů za minutu ve vztahu k mosazi;
- dva až tři m/min pro litinu;
- od 3 do 4 m/min, pokud se zpracovává ocel.
Míra opotřebení závisí také na správné volbě rychlostního limitu. Správné seřízení prodlužuje životnost řezných nástrojů. A pro hladký a hladký vstup matrice z konce součásti se provádí zkosení, které by mělo být na výšku shodné s profilem výsledného závitu.

Navlékací hlavy
Zařízení nejsou vybavena závitovými hlavami příliš často. Ale jsou vhodné pro vytváření různých vyřezávaných reliéfů. Součástí provedení jsou hřebeny. Pro vnější obrábění kovů používají kruhové, radiální a tangenciální a pro vnitřní obrábění hranolové. Hlavy mají konstrukci, kdy se jejich pracovní zóny při zpětném zdvihu samy vzdalují, aniž by se dotýkaly nově vytvořeného závitu nebo jej poškodily.
Hřebeny používané k řezání vnitřních závitů jsou vybaveny vstupním kuželem. Počet takových pracovních zón se může lišit v závislosti na provozních podmínkách a materiálových vlastnostech. Kulaté hřebeny jsou vhodnější pro vnější stříhání. Jsou designově jednoduché, dobře řeší zadané úkoly a mají také odolnost, díky které je možné opakovaným ostřením uvést geometrii na původní parametry.
Pokud je oblast šroubu vyříznuta na dlouhém šroubu nebo šneku, závitová hlava je bezpečně namontována na podpěře zpracovatelského zařízení. To zvyšuje produktivitu práce. K vybavení hlav se používají standardní frézy nebo miskovité prvky.
Získání vnitřních závitů
Takové závity jsou tvořeny řezáky, závitníky a také závitořeznými matricemi, diskutovanými v předchozí části článku, instalovanými v hlavách. Při obrábění kovů závitníkem se materiál částečně odřezává a v povrchových vrstvách odebírá ve formě třísek. Průměr otvoru se zvětšuje. Chcete-li jej přesně určit, odečtěte stoupání závitu od vnějšího průměru použitého nástroje. I tuto vlastnost je třeba vzít v úvahu při výběru vhodného kohoutku. Musí být poskytnut příspěvek.
Získání kuželového závitu
Nejoblíbenější kónická varianta je standardní, tedy s profilem, který je symetrický k normále k ose kužele. Pro řezání jsou vhodné stejné metody používané pro výrobu běžnějších válcových závitů.
Když je potřeba vnější závitová plocha ve tvaru kužele, obrobek se zvenčí brousí do kužele. Toho lze snadno dosáhnout pomocí šroubovacího soustružnického zařízení s nainstalovanými frézami a kopírovacím pravítkem. Ale tato metoda má nízkou produktivitu.
Pokud je použit revolverový soustruh, je vybaven matricí. A pro vysokou přesnost se používají závitořezné hlavy vybavené matricemi různých konfigurací. Ty se během technologického procesu automaticky od sebe oddalují.
Kuželové závity lze získat pomocí rýhovacích válečků. Pracují pomocí technologie válcování. Na vnitřní závitovou kuželovou plochu je vhodný i závitník, ale má speciální konstrukci přizpůsobenou tomuto typu provozu.
Pravidla krájení
Bez ohledu na způsoby řezání závitů se při takových technologických operacích berou v úvahu následující faktory:
- Pravděpodobnost roztrženého, vadného povrchu. Rizika se výrazně zvyšují se zvyšující se rychlostí, otupením břitů nástroje a nesprávným výběrem řezné kapaliny.
- Možné chyby. Zvětšování nebo zvětšování tyčí a otvorů má za následek zatáčky s neúplnou výškou, která neodpovídá technickým specifikacím, výkresu nebo normě. Rozdíl ve výšce podél délky nastává v důsledku počátečního zkosení povrchu.
- Protahování cívek. Dochází k němu v důsledku toho, že se samovysouvací trn stroje zpomaluje.
- Smrštění matice nebo jiné podobné části podél středního průměru. Takové situace vznikají v důsledku použití silně opotřebovaných řezných nástrojů.
- Rozdělení maticového prvku podle jeho středního průměru. To je možné díky nadměrně zvětšenému úhlu čela, který způsobuje vytlačení čepových per.
Abyste se vyhnuli všem těmto problémům, musíte dodržovat pravidla:
- Vyberte správnou technologii řezání a také vybavení pro soustružnické zařízení.
- V konkrétních případech používejte optimální režimy a také používejte vhodné chlazení a maziva.
- Připravte díly předem, dodržujte údaje z referenčních tabulek, aktuální GOST nebo jiné normy, stejně jako technologické plány a další dokumenty.
- Sledujte a kontrolujte stupeň ostření řezných nástrojů pomocí šablon.
- Sledujte všechna nastavení stroje v každém pracovním cyklu, správně spočítejte a sestavte kytaru.
- Pečlivě zkontrolujte první hotové výrobky, abyste odhalili vady, nesrovnalosti a nepřesnosti. Pokud jsou identifikovány, je nutné provést úpravy nastavení. V sériové výrobě musí být kontrola pravidelná, protože stanovené počáteční parametry mohou být během práce ztraceny.
- Sledujte provozuschopnost používaných strojů a jejich vybavení. Nástroje vyžadují pravidelné ostření a včasnou výměnu, protože se opotřebovávají.

Sledování kvality
Aby byl závitový spoj řízený, kvalitní a vyhovoval provozním a technickým požadavkům, je nutné analyzovat dodržení zadaných konečných parametrů stoupání, úhlu profilu, vnitřního, vnějšího a středního průměru. Ke kontrole těchto hodnot se používají různé kontrolní metody:
- Kalibry. Používají se v hromadné výrobě.
- Závitoměry, nazývané závitové šablony, a také mikrometrické měřicí přístroje v kombinaci s vyměnitelnými vložkami. Měřidlo závitu řídí stoupání. Pomocí mikrometrů a v nich instalovaných výměnných vložek se kontrolují střední průměry. Takové způsoby řízení jsou vhodné pro malosériovou výrobu.
- Tři tenké dráty a optimetr nebo mikrometr. Tato metoda je vhodná pro vysoce přesná měření středních průměrů šroubů.
- Instrumentální mikroskopy. Jsou vybrány, pokud je prováděná práce přesná, to znamená, že požadavky na přesnost jsou velmi přísné. Mikroskopy pomáhají vyhodnocovat úhly, rozteče a průměry.
Důležitost nastavení stroje
Abyste dosáhli požadovaných parametrů, musíte zařízení správně nakonfigurovat. Rotační pohyb vřetena a pohyby třmenu jsou nutně spojeny. Posuv v podélném směru, prováděný s každou otáčkou části vřetena, musí odpovídat stoupání závitu.
V instalacích soustružnických šroubů se nastavení posuvu provádí zapojením ozubených kol – jejich posuvné skříně – s kytarou. Existuje mnoho variací dostupných kombinací, takže si můžete nastavit téměř libovolné parametry.

Závěr
Výsledky práce závisí za prvé na typu a stupni automatizace stroje a za druhé na zručnosti obsluhy. Firma Profbau provádí kovoobrábění profesionálně, rychle a levně.
Využíváme moderní vybavení a poskytováním služeb svěřujeme kvalifikovaným řemeslníkům, kteří znají všechny složitosti technologie a vlastnosti kovů a také zajistí, aby geometrie a rozměry obrobků s vysokou přesností odpovídaly rozměrům a tvarům finálních výrobků.