Svařování wolframovými elektrodami – vlastnosti, charakteristiky
Mnoho začínajících svářečů se zajímá o otázku, k čemu se používají wolframové elektrody, pro jaký druh svařování jsou vhodné, co svařují a jaké mají vlastnosti. Ihned odpovíme, že takové spotřební materiály jsou potřebné pro svařování konstrukcí v prostředí ochranného plynu.
Předmětné elektrody se používají především ve specializovaných dílnách a velkých výrobních závodech. Moderní automatické zařízení však umožňuje použití wolframových elektrod pro spojování nerezových a neželezných kovů doma. Následující materiál je připraven speciálně pro takové svářeče.
Charakteristika a typy wolframových elektrod
Wolframové elektrody se používají pro argonové obloukové svařování a práci s hliníkem. Podobné produkty se prodávají ve tvaru tyče o velikosti přibližně 175 milimetrů. Jsou vyrobeny z wolframu a do kompozice se přidávají speciální komponenty, které zlepšují kvalitu svaru. Svařování s takovými elektrodami se provádí v prostředí ochranného plynu, kterým je helium nebo argon.
Při svařování je spotřeba wolframových elektrod nízká. Proto se jim také říká netavící. Účel/použití wolframové elektrody se liší v závislosti na velikosti průřezu jádra. Na základě těchto parametrů se volí síla svařovacího proudu.
- 50A – pro drát 1 mm;
- 100A – pro 1,6mm spotřební materiál;
- 200A – pro drát 2 a 2,4 mm;
- 300A – pro elektrody o průřezu 3,2 mm;
- Více než 300A – tyče s drátem 4 mm.
Kromě toho jsou nekonzumovatelné wolframové elektrody rozděleny podle proudu
- Pro DC jsou vyžadovány produkty značky WT nebo WY.
- Pro střídavý proud se používají analogy WZ nebo WP.
- Pruty třídy WL a WC jsou univerzální.
Obvykle uvažované přídavné materiály jsou nezbytné pro svařování kovových konstrukcí z uhlíkových, nerezových a konstrukčních ocelí, jakož i dílů z neželezných kovů. Tato volba elektrod zajišťuje vytvoření pevného a rovnoměrného svaru. Při formování složitějších konstrukcí se používají nízkouhlíkové kovové výrobky, které vytvářejí monolitické spojení přířezů, aniž by byla narušena celistvost materiálů.

Wolframový spotřební materiál se aktivně používá v takových oblastech národního hospodářství, jako jsou:
- potravinářský a kosmický průmysl;
- Vojensko-průmyslový komplex a lékařský průmysl;
- chemické a jaderné inženýrství/výroba obráběcích strojů.
Značení a dekódování
Pro pohodlí svářečů a minimalizaci chyb při výběru spotřebního materiálu jsou nespotřebovatelné elektrody rozděleny do kategorií, které mají specifické označení.
Latinské písmeno „W“ označuje, že výrobek patří do kategorie wolframových elektrod. Poté je předepsána ligatura – přísady a plniva, které zajišťují zlepšené svařovací vlastnosti. Mohou to být symboly:
- WP – čistý wolfram (99,5 %);
- Z – přidaný oxid zirkoničitý;
- T – přidaný oxid thoričitý;
- C – přidaný cer;
- Y – přidaný oxid yttrititý;
- L – přidaný oxid lanthanitý.
Čísla před písmeny označují procento konkrétní ligatury a také délku drátu použitého jako jádro.
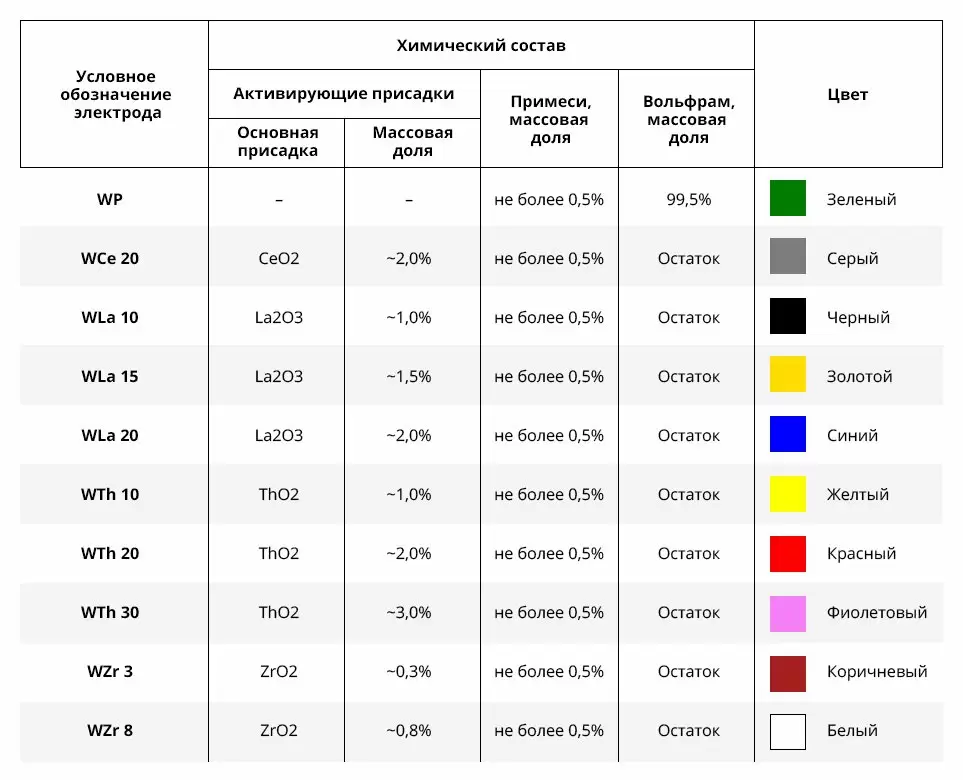
Aktivně se využívá i barevné značení netavícího se spotřebního materiálu.
- Bílé produkty jsou WZ-8, jejichž složení obsahuje 0,8 % oxidu zirkoničitého. Jsou určeny pro práci se střídavým proudem a jsou vybaveny hrotem ve tvaru koule. Tyto tyče se používají pro práci s hořčíkem a hliníkem, bronzem a niklem a také kompozity na bázi těchto kovů.
- Zelené elektrody WP fungují perfektně v prostředí s ochranným plynem. Používají se pro svařování dílů z hliníku a hořčíku.
- Šedá barva označuje univerzální spotřební materiál WC-20, který obsahuje 2 % oxidu ceru. Při jejich použití začíná svařovací oblouk již při nízkých proudech, což zjednodušuje práci s válcovanými trubkami a tenkými plechovými přířezy a umožňuje vytváření struktur z titanu, tantalu atd.
- Modré a zlaté modely WL-15 obsahují asi 2 procenta ceru, což výrazně zvyšuje provozní proud. Proto se takové spotřební materiály vyznačují jednoduchým zapálením oblouku, čistými svarovými spoji a polovičním opotřebením jádra. Jsou vhodné pro svařování měděných, hliníkových a bronzových obrobků a také vysoce legovaných ocelí.
- Tmavě modrý spotřební materiál WY-20 obsahuje yttrium v množství asi 1,8-2,2 procenta. Používají se pro svařování nerezových, nízkouhlíkových a uhlíkových ocelí, jakož i slitin mědi a titanu.
- Červená barva je pro tyče s oxidem thorium (WT-20), určené pro použití se stejnosměrným proudem, s minimální spotřebou materiálu. Takové výrobky se používají při svařování různých neželezných kovů.
Výběr a příprava elektrody
Nekonzumovatelné svařovací materiály se vybírají na základě následujících parametrů:
- typ a velikost;
- chemické složení;
- tvar hrotu;
- kvalitu ostření.
Profesionálové volí optimální elektrodu pro konkrétní úkol na základě vlastních zkušeností, zatímco začátečníkům se doporučuje používat speciální tabulky a referenční knihy, které udávají parametry různých modelů.
Ostření wolframových elektrod je povinným postupem pro přípravu zařízení pro svařovací proces. Rozložení energie, pohyblivost elektronů a parametry svařovacího oblouku během procesu svařování závisí na stavu a geometrii hrotu výrobku. Geometrie hrotu tyče také ovlivňuje tvar svaru a parametry svařování materiálu.
Ostření nespotřebitelných elektrod se provádí podle zvláštních pravidel pro všechny druhy spotřebních materiálů. Modely WP a WL mají tedy kulovou špičku, zatímco analogy značky WT mají špičku konvexní. U produktů WZ, WC a WY má hrot elektrody kuželovitý tvar.
Délka ostření tyče je v každém případě určena průměrem tyče. K provedení operace použijte brusku. Úhel ostření si zaslouží zvláštní pozornost a měl by odpovídat následujícím hodnotám:
- 10-20 stupňů – nízké proudy;
- 20-30 stupňů – průměr;
- 60-120 stupňů – maximální výkon.
Úhel ostření ovlivňuje vlastnosti svařovacího procesu a také spotřebu produktu. Pokud je postup ostření elektrody proveden nesprávně, obdržíte:
- nesprávná šířka připojení;
- porušení symetrie obrobků;
- špatné svařování materiálu;
- bloudění svařovacího oblouku.
Specifika svařování wolframem
Argonové svařování pomocí wolframových tyčí se vyznačuje možností použití ručního, automatického a poloautomatického režimu. Kromě toho jsou zdůrazněny následující aspekty:
- spojování kovů bez použití přísad;
- svařování obrobků o tloušťce 0,1 mm a méně;
- vytvoření oblouku bez kontaktu a kovu;
- minimální spotřeba elektrody v ochranném oblaku.
V této souvislosti je třeba poznamenat, že správná volba síly proudu umožňuje snížení spotřeby tyče, zatímco spotřeba plynu přímo závisí na rychlosti svařování a tloušťce obrobku.
Závěr
Dnes jsou v Rusku dostupné wolframové elektrody mnoha značek a výrobců. Švédské produkty značky ESAB, které jsou vytvořeny na základě licence v ruských podnicích, jsou obzvláště oblíbené mezi profesionály.

Se širokou škálou wolframových elektrod vyvstává logická otázka:
Jak vybrat správnou elektrodu pro konkrétní kov?
Pokusme se na tuto otázku odpovědět.
Wolframová elektroda WP (zelená) – obsah wolframu 99,5 %.
Používá se hlavně pro hliník, hořčík a jejich slitiny.
Používá se pouze pro svařování střídavým proudem.
S takovou wolframovou elektrodou je poněkud obtížnější zapálit oblouk, ale při přestávkách je stabilní a stabilní.
Naostřeno, aby se vešlo do „koule“.
Mezi nevýhody čistých wolframových elektrod patří krátká životnost z důvodu vysokého tepelného zatížení na konci a zanášení svaru wolframovými vměstky, což zužuje rozsah použití.
Wolframová elektroda WL-15/ WL-20 (zlatá/světle modrá) – wolframová elektroda s přísadou oxidu lanthanitého (La2O3)
Možná jsou to nejoblíbenější z wolframových elektrod – fungují dobře jak nepřetržitě, tak ve střídavých periodách.
Široká škála kovů – používají se k vaření nerezové oceli, černého kovu, mědi, bronzu atd., atd.
Vyznačuje se snadným zapálením svařovacího oblouku a jeho stabilitou.
Oxid lanthanitý výrazně prodlužuje životnost elektrody.
Lze jej ostřit jako „kouli“ (pro střídavý proud) i jako „kužel“.
Wolframová elektroda WT-20 (červená) – obsahuje 2 % thoria.
Jedná se o poměrně oblíbenou elektrodu díky zvyku – po velmi dlouhou dobu neexistovaly jiné alternativy.
Používá se pro svařování titanové nerezové oceli a dalších vysoce legovaných kovů s vysokým bodem tání.
Takové wolframové elektrody se používají pouze pro svařování stejnosměrným proudem (při střídavém proudu oblouk „bloudí“ po povrchu kovu)
Mezi hlavní přednosti patří odolnost proti přetížení, snadné zapálení a dobrá stabilita oblouku, dlouhá životnost a dobře drží ostří.
Ostřeno do „kuželu“.
Nevýhody: radioaktivní.
Wolframová elektroda WC-20 (šedá) – elektroda obsahující 2% oxidu ceru (CeO2).
Nepostradatelné při práci s nízkými proudy – tenký kov, malé díly atd.
Stabilní oblouk při nízkých proudech je hlavní výhodou těchto wolframových elektrod.
Wolframové elektrody s oxidem ceru se používají především pro stejnosměrný proud, ale lze je použít i pro střídavý proud.
Mezi nevýhody patří vysoké opotřebení při zvýšení svařovacích proudů nebo dlouhé svařovací cykly.
Wolframová elektroda WY-20 (tmavě modrá) – elektroda s přídavkem 2% yttria.
Používá se pro svařování kritických součástí a konstrukcí z nízkolegované, nerezové a uhlíkové oceli, mědi, titanu a slitin
Používá se pouze na stejnosměrný proud.
Má vynikající stabilní oblouk v širokém rozsahu svařovacího proudu.
Mezi nevýhody patří skutečnost, že yttriumwolframová elektroda vykazuje dobrý výkon pouze při stejnosměrném proudu stejnosměrné polarity.
Wolframová elektroda WZ-8 (bílá) – elektroda s přídavkem 0,8% oxidu zirkoničitého (ZrO2).
Elektrody značky WZ-8 jsou dobré pro spojování dílů z hliníku a slitin.
Je výhodné použít pro svařování střídavým proudem, i když tyto elektrody lze použít i se stejnosměrným proudem.
Mezi výhody wolframových elektrod WZ-8 patří schopnost odolávat vysokému proudovému zatížení se stabilním stabilním obloukem.
Abychom stručně shrnuli výše uvedené:
- Čistá wolframová elektroda se používá pouze na stejnosměrný proud, ale nemá žádné výrazné výhody.
- Yttrium – pouze na proměnné.
- Všechny ostatní jsou v současné době univerzální s řadou drobných výhod v každém konkrétním případě (různý přenos tepla do výrobku, penetrace, čistota švů atd.)
- Thoriové wolframové elektrody mají dobrou životnost, ale dnes pro ně existují bezpečnější alternativy.
- Ostření wolframové elektrody výrazně ovlivňuje kvalitu svaru, hloubku průvaru a stabilitu svařovacího oblouku.