Obloukové svařování v inertním plynu s nekonzumovatelnými wolframovými elektrodami (TIG) – internetový obchod Eurotek
TIG svařování – základní pojmy, principy a vlastnosti procesu.
Argonové obloukové svařování, pojmy. A jak to bude správně…?
Při práci s technickou literaturou si můžete všimnout, že samotný termín „argonové obloukové svařování“ má často různé formy záznamu. Používají se tyto formy: „argonové svařování“, „argonové svařování“, „argonové obloukové svařování“. Někdy se v této otázce rozhoří vážné spory.
Náš ruský jazyk je skvělý a silný, takže aniž bych zacházel do přílišných podrobností o jeho pravidlech, navrhuji věnovat více pozornosti samotnému procesu svařování TIG a k definování konceptu použít následující:
GOST 2601-84 „Svařování kovů. „Termíny a definice základních pojmů.“
Definice a označení svařování v argonovém prostředí.
Argonové obloukové svařování je způsob výroby trvalého spojení kovů pomocí elektrického oblouku, při kterém se jako ochranný plyn používá argon.
Svařovací oblouk je vytvořen mezi netavitelnou wolframovou elektrodou a svařovaným produktem a svar je vytvořen tavením okrajů svařovaného kovu. Pokud základního kovu není dostatek pro vytvoření svarového spoje, přivádí se do svarové lázně přídavný materiál – svařovací drát. Tato metoda svařování se podle mezinárodního označení běžně označuje také jako svařování TIG nebo WIG.
<img src=“https://www.awelding.ru/wp-content/uploads/2020/11/argonodugovaja-svarka.png“ />Principy procesu argonového obloukového svařování a jeho použití.
Během procesu hoření svařovacího oblouku vytlačuje inertní plyn argon vzduch ze svařovací zóny, čímž zabraňuje oxidaci svarové lázně a podporuje vytvoření vysoce kvalitního svaru. Inertní plyn nevstupuje do chemické interakce s roztaveným kovem a poskytuje spolehlivou ochranu oblasti oblouku, svarové lázně a přídavného materiálu. Ruční nebo automatické svařování argonovým obloukem v inertních plynech se tedy používá v případech, kdy jiné druhy svařování nemohou zajistit dostatečnou kvalitu svaru. Zpravidla se jedná o svařování kritických spojů z vysokolegovaných ocelí, hliníku a titanu. Nejúčinnější ochranu svařovaného výrobku poskytuje svařování v uzavřené komoře, do které je přiváděn argon. Tato technologie se často používá při automatickém orbitálním svařování potrubí pomocí uzavřených svařovacích hlav nebo při svařování v řízené atmosféře.
Základy technologie svařování TIG AC/DC.
Argonové obloukové svařování lze provádět střídavým nebo stejnosměrným proudem. Svařování stejnosměrným proudem (TIG-DC) se používá k výrobě nerozebíratelných spojů z ocelí. Pro svařování dílů z hliníkových slitin se používá střídavý proud (svařování TIG-AC). Použití střídavého proudu při svařování hliníku umožňuje zničení oxidového filmu na jeho povrchu a při odpovídající kvalifikaci svářeče získání kvalitního svarového spoje. Svařování argonovým obloukem netavitelnou elektrodou v prostředí ochranného plynu slouží k výrobě svarových spojů konstrukcí z uhlíkových a legovaných nerezových ocelí, ale i neželezných kovů a jejich slitin.
Výhody a nevýhody svařování TIG.
Podívejme se blíže na výhody a nevýhody svařování argonovým obloukem.
Nevýhody svařování TIG
Vlastnosti procesu argonového obloukového svařování netavitelnou elektrodou.
Je také nutné poznamenat některé vlastnosti metody argonového obloukového svařování netavitelnou elektrodou. Jedním z hlavních a často rozhodujících rysů procesu je pečlivá příprava povrchů pro svařování. Je extrémně obtížné získat vysoce kvalitní spojení bez přípravy povrchu, zejména pokud jde o hliníkové slitiny.
Díly v místě spojení nesmí obsahovat stopy barev a laků a ochranných nátěrů, maziv, olejů a jiných nečistot, které přispívají ke vzniku vad svaru. V případě potřeby je nutné povrchy mechanicky očistit.
Při svařování hliníku je pro získání požadované kvality povinným postupem čištění povrchů a chemické leptání kovu. Zabraňte vniknutí vlhkosti na svařované díly. Před svařováním je nutné díly odmastit. Pro odmašťování povrchů rozpouštědly se doporučuje používat hadříky a ubrousky nepouštějící vlákna.
Nejobecnější pravidlo pro získání vysoce kvalitního svarového spoje: argonové svařování miluje čistotu!
Praktické rady pro práci s argonovým obloukovým svařováním.
Na závěr uvedu několik praktických tipů, které mohou být užitečné pro dosažení nejlepších výsledků při svařování argonem:
- Dosáhněte minimální mezery.
Chcete-li dosáhnout vysoce kvalitního tupého svaru, přiložte okraje svařovaných dílů k sobě co nejtěsněji (obzvláště důležité při svařování tenkých plechů). Pamatujte, minimální mezera a precizní montáž jsou polovinou pozitivního konečného výsledku!
- Upevněte díly určené ke svařování.
Při provádění prací používejte potřebné svařovací zařízení, přístroje a nástroje. Před svařováním je důležité díly zajistit tak, aby mezera byla konstantní po celé délce hran.
- Přilepte díly, které mají být svařeny.
Po mechanické fixaci svařovaných dílů použijte stehové svařování. Během procesu svařování je výrobek vystaven značnému tepelnému zatížení, což přirozeně vede k deformacím a kritickému zvětšení mezery mezi svařovanými hranami.
- Myslete na odvod tepla.
Svařovací proces bude mnohem efektivnější, pokud se díly nebudou přehřívat. To pomůže k normálnímu vytvoření švu a sníží počet popálenin.
- Zaměřte se na proces.
Volba svařovacích režimů je klíčová.
- Použijte vysokofrekvenční argon.
Kvalita výsledného svarového spoje do značné míry závisí na kvalitě argonu.
- Zvolte požadovaný průtok ochranného plynu.
Pamatujte, že při svařování je důležité zvolit správný průtok argonu. A v tomto ohledu větší spotřeba plynu neznamená lepší. Vysoký průtok může způsobit poruchu oblouku a nadměrný tlak na svarovou lázeň.
8. Použijte kvalitní wolfram a výplňový drát.
Zvolte wolframovou elektrodu podle typu svařovaného materiálu.
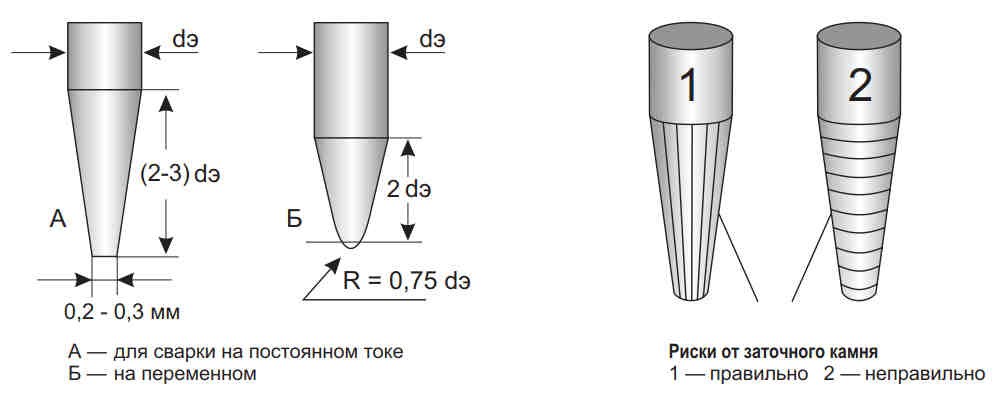
9. Proveďte správné ostření wolframu.
Ostření elektrody by mělo být prováděno podél její osy. Při této metodě ostření budou elektrony ve svařovacím oblouku proudit z wolframu rovnoměrněji a přispívat ke správnému vytvoření elektrického oblouku. Délka ostřícího kužele by měla přibližně odpovídat 2 – 3 průměrům elektrod.
- Nepoužívejte stejnou elektrodu ke svařování různých kovů.
Při svařování hliníku se na konci wolframové elektrody vytvoří kulička. Pro svařování hliníku a oceli je pravidlem používat různé elektrody, abyste nemuseli elektrodu znovu brousit.
- Zvolte správnou polohu svařovacího hořáku a přídavného drátu.
Při ručním argonovém obloukovém svařování by měl být úhel mezi elektrodou a drátem asi 90º. Úhel podávání drátu vzhledem k rovině svařování je 20º. Technologie automatického svařování je předmětem samostatného článku.
- Svařování pravidelně procvičujte.
K získání kvalitního svaru jsou zapotřebí odpovídající dovednosti a zkušenosti. Svářeč musí pravidelně cvičit! Kvalitu svarového spoje upravují příslušné normy, které podrobně popisují požadavky na výsledný šev.
- Používejte svářecí zařízení od spolehlivého výrobce.
Zkušenosti ukazují, že pozitivního výsledku dosáhnete mnohem rychleji, pokud najdete specialisty ve svém oboru!
Pokud nemáte dostatečné zkušenosti s automatickým nebo ručním obloukovým svařováním, můžete se obrátit na specialisty naší společnosti.
Obloukové svařování wolframem v inertním plynu (TIG nebo GTAW) je proces, při kterém je teplo potřebné pro svařování dodáváno elektrickým obloukem, který je udržován mezi nestavitelnou elektrodou a obrobkem. Elektroda používaná jako proudový vodič se skládá z wolframu nebo slitin wolframu. Svařovací zóna, roztavený kov a netavitelná elektroda jsou odolné vůči atmosférickým vlivům díky inertnímu plynu dodávanému hořákem. Svařování TIG se provádí přidáním svařovacího materiálu (svařovacího drátu) nebo roztavením základního materiálu pomocí tepelného efektu vytvářeného elektrickým obloukem.
<img src=“https://evrotek.spb.ru/images/pictures/14130304.jpg“ />
Svařovací řetěz

1. Napájení
Účelem zdroje energie je dodávat energii do elektrického oblouku, který je vytvořen mezi základním materiálem a wolframovou elektrodou dodáním proudu dostatečného k zapálení oblouku. Uvnitř zdroje se obvykle nachází zařízení, které reguluje svařovací proud, mechanické (magnetický bočník) nebo elektronické (tyristorový nebo invertorový systém). Existují dva typy zdrojů energie:

a) Zdroj střídavého proudu
Výstupní proud/napětí z napájecího zdroje má tvar obdélníkové vlny, která mění polaritu v pravidelných intervalech s frekvencí 20 až 200 Hz nebo více, v závislosti na typu napájecího zdroje. Toho je dosaženo použitím jednoho nebo dvou zařízení, jejichž účelem je převést sinusový proud/napětí z distribuční sítě na vhodný střídavý svařovací proud/napětí.

b) DC napájecí zdroje
Výstupní proud napájecího zdroje je ve formě spojité vlny, čehož je dosaženo pomocí zařízení, která dokážou převádět proud/napětí ze střídavého na stejnosměrný proud. Pokud se svařovací obvod skládá ze zdroje stejnosměrného proudu, lze jej dále klasifikovat podle způsobu připojení pólů zdroje ke svařovanému materiálu nebo podle druhu svařovacího proudu:
- stejnosměrný proud s připojením s přímou polaritou
V případě připojení s přímou polaritou je hořák a jeho kabel připojen k zápornému pólu a svařovaný materiál ke kladnému pólu zdroje energie; V tomto případě proudí elektrony z elektrody do součásti, což způsobuje tavení.
Jedná se o nejběžněji používaný typ proudu při svařování TIG. Poskytuje dobrou svařitelnost téměř všech druhů svařitelných kovů a slitin s výjimkou hliníku. Stejnosměrný proud s přímou polaritou vytváří úzkou, hlubokou svarovou lázeň a také poskytuje lepší průnik než s obrácenou polaritou.

stejnosměrný proud s obrácenou polaritou
V tomto případě je hořák s kabelem připojen ke kladnému pólu a část k zápornému pólu zdroje energie. Tento typ napájecího zdroje se používá zřídka, protože vytváří mělkou svarovou lázeň a špatnou penetraci. Obrácená polarita sama o sobě způsobuje nadměrné přehřívání elektrody a aby se elektroda nespálila, je třeba použít slabé proudy. To je důvodem omezeného používání tohoto typu připojení.

Existuje další skupina napájecích zdrojů známá jako DC napájecí zdroje bez ohledu na typ připojení a nazývaná modulované nebo spínané DC napájecí zdroje. Modulovaný zdroj proudu je zdroj stejnosměrného proudu vybavený speciálními zařízeními pro změnu síly svařovacího proudu. Modulovaného nebo pulzního proudu je dosaženo superponováním další složky, obvykle obdélníkové vlny, na stejnosměrný základní proud, aby se vytvořil efekt periodického pulzujícího oblouku. Tento systém vytváří svarový šev sestávající z kontinuálního překrývání bodových svarů, které postupně tvoří jeden šev. Tato metoda je typická pro svařování tenkých materiálů, kde je nutné řídit množství tepla, aby nedošlo k perforaci součásti bez snížení propustnosti svaru.
2. Svítilna se svazkem drátů

TIG svařovací hořák je nástroj, který obsahuje wolframovou elektrodu a je připojen ke svazku drátů, které jsou zase připojeny ke zdroji energie. Jeho účelem je dodávat elektřinu a vytvářet ochranu plynu. V závislosti na typu použití mohou být hořáky chlazeny přirozeně pomocí plynového stínění, pokud jsou vyžadovány nízké proudy, nebo pomocí systému vodního chlazení, pokud se používá vysoký proud (200-500A) a časté svařování.
3. Svařovací drát
Tloušťka materiálu, typ spoje a požadované vlastnosti svaru ovlivňují potřebu kovového přídavného kovu a jeho přidání do svarové lázně. Přidání kovového svařovacího materiálu při ručním svařování je dosaženo zavedením drátu do oblasti oblouku ze strany svarové lázně. Použitý kov je často stejný jako základní kov a často obsahuje omezené množství deoxidačního činidla nebo jiných složek pro zlepšení vlastností oblasti tavení.
4. Plynová láhev s reduktorem
Plynová láhev s reduktorem se skládá z:
- válec s ochranným plynem/y
- manometr ukazující množství plynu v láhvi
- regulátor plynu
- elektromagnetický ventil (pokud je hořák vybaven tlačítkem a je jím ovládán, otevírání a zavírání průtoku plynu dle potřeby svářeče).
5. Svorka s uzemňovacím kabelem
Svorka s uzemňovacím kabelem slouží k vytvoření elektrického spojení mezi napájecím zdrojem a základním materiálem. Průřez a délka kabelu závisí na maximálním proudu (v ampérech) svařovacího zdroje.
6. Systém vodního chlazení
Vodní chladicí systém je zařízení používané k chlazení hořáku, aby se zabránilo nadměrnému přehřátí při použití vysokých svařovacích proudů. Toto zařízení pomocí čerpadla nepřetržitě dodává vodu, která cirkuluje uvnitř hořáku a pomocí chladicího systému řídí přehřívání.

Ochranné plyny

Hlavním účelem plynového stínění je vytěsnit vzduch z oblasti svarové lázně, elektrody a konce svařovacího drátu (pokud je použit), aby se zabránilo riziku kontaminace škodlivými látkami v okolním vzduchu. Fyzikální a chemické vlastnosti plynového štítu mohou ovlivnit svařování různě v závislosti na typu kovu. Plyny používané pro stínění při TIG svařování jsou argon, helium, argon-helium nebo směsi argon-vodík. Je velmi důležité, aby plyny byly co nejčistší, protože i malé procento nečistot může ovlivnit kvalitu svaru a učinit jej nepřijatelným. Při svařování s ochranným plynem argon je oblouk celkem stabilní, ale svarová lázeň je chladnější, proto je tento plyn vhodnější pro svařování tenkých materiálů.
Argon – je široce používán, protože je mnohem levnější než helium; To je hlavní faktor při výběru ochrany proti plynu.
Oblouk s hélium ochrana produkuje více tepla než s argonem; proto se jeho použití doporučuje při svařování materiálů s vysokou tepelnou vodivostí, což v tomto případě umožňuje zlepšit kvalitu a rychlost svařování. Vzhledem k tomu, že helium je lehčí než vzduch, je jeho spotřeba pro zajištění dostatečné ochrany svarové lázně vyšší než u argonu.
Směsi argonu a helia se používají k zajištění ochrany plynu se středními charakteristikami.
Nekonzumovatelné elektrody
Na trhu jsou k dispozici různé typy nekonzumovatelných elektrod:
Používají se s nízkými proudy a střídavým proudem, protože v tomto případě je oblouk stabilnější. Cenově jsou tyto elektrody nejekonomičtější.
Dokážou odolat silným proudům. Oblouk se snadno zapálí a zůstává poměrně stabilní. Tyto elektrody se doporučují pro svařování oceli stejnosměrným proudem a přímou polaritou.
Používají se pro ruční svařování hliníku, hořčíku a jeho slitin středně nízkým proudem.
Vyznačují se vysokou emisí elektronů a poskytují dobrou penetraci s uspokojivou odolností proti opotřebení.
Systémy zapalování oblouku:
Přípravný výboj je napájen vysokofrekvenčním generátorem, který přivádí vysokonapěťový impuls na svařovací napětí; Výkon tohoto zařízení je minimální, ale zároveň dostatečný k zapálení elektrického oblouku na dálku. Vysokonapěťové zapalování vyžaduje použití speciálního svařovacího hořáku vybaveného ovládacím tlačítkem zapalování.
V tomto případě je oblouk zapálen mezi wolframovou elektrodou a pomocnou elektrodou, kterou může být prstenec připojený k trysce hořáku. Pilotní oblouk je zapálen vysokofrekvenční jiskrou, která vstupuje do obvodu zapalování pilotního oblouku. Po zapálení je pomocné zapalování vypnuto, protože hlavní oblouk se samovolně zapálí jednoduchým výbojem wolframové elektrody, která se v atmosféře ionizovaného plynu zahřeje. Tento typ zapalování se používá hlavně v automatizovaných zařízeních.
- LIFT zapalování (hladké zapálení oblouku se zdvihem)
Toho je dosaženo použitím zařízení, které dodává slabý proud (aby nedošlo k poškození konce wolframové elektrody), když se elektroda dostane do kontaktu se svařovaným materiálem. Když je elektroda odstraněna z obrobku, vytvoří se jiskra, která způsobí zapálení oblouku; poté zdroj zvyšuje svařovací proud, dokud nejsou dosaženy nastavené hodnoty. Protože se nepoužívají vysoké frekvence, zapalování výtahu nevytváří elektromagnetické rušení; Kontakt vytvořený mezi špičkou elektrody a základním materiálem však znečišťuje svarovou lázeň.
- poškrábání/škrábnutí/dotykové zapalování
Tohoto zapálení je dosaženo průchodem wolframové elektrody přes součást, která má být svařována, což způsobí zapálení oblouku. Kontakt mezi elektrodou a svařovaným dílem má za následek vznik wolframových vměstků na začátku svaru, což snižuje kvalitu svaru.
TIG svařitelné materiály

Tento postup se používá především pro svařování nerezové oceli, hliníku a jeho slitin, niklu, mědi, titanu a jejich slitin.
Nerezová ocel je svařována stejnosměrným proudem pomocí elektrody se zápornou polaritou. Bez přidání svařovacího materiálu je možné svařovat materiály do tloušťky 2.5 mm; Silnější vyžadují zkosení hran a použití svařovacího drátu, jehož materiál musí odpovídat kvalitě svařované nerezové oceli.
Před pokračováním ve svařování se doporučuje vyčistit kartáčem z nerezové oceli.
Hliník a jeho slitiny by měly být svařovány střídavým proudem a pro dosažení kvalitního svaru by měl být použit vysokofrekvenční zdroj energie. V případě silné oxidace jej lze odstranit kartáčováním nebo leptáním (chemický postup k odstranění oxidace).
V tomto případě je také možné svařovat materiály do 2.5 mm bez přidání svařovacího materiálu; Pro svařování silnějších je třeba zkosit hrany a použít svařovací drát.
Svařování v argonové atmosféře pomocí wolframové elektrody se používá i v případě měkkých ocelí a ocelových slitin, mědi a jejích slitin, titanu a drahých kovů. Pro všechny tyto kovy a slitiny se používá stejnosměrný proud s přímou polaritou.