Metody svařování potrubí a typy svarových spojů

Při výrobě a instalaci procesních potrubí je nejběžnějším způsobem získávání trvalých spojení svařování. Potrubí lze svařovat průmyslovou metodou, která zajišťuje shodu s požadavky SNiP III-G.9-62. V tomto případě by se měly co nejvíce používat automatické nebo poloautomatické metody svařování.
Kovy a nekovové materiály – plasty, sklo – jsou podrobeny svařování.
Všechny stávající metody svařování lze rozdělit do dvou hlavních skupin: tlakové (plastové) svařování a tavné svařování.
V klasifikaci jsou uvedeny hlavní metody svařování, které byly nebo jsou v současné době široce používány v národním hospodářství.
Při výrobě a instalaci procesních potrubí se používají především tyto druhy svařování: ruční plyn, ruční elektrický oblouk pomocí kovových elektrod, poloautomatický a automatický elektrický oblouk pod ponořenou vrstvou, poloautomatický a automatický elektrický oblouk ve stínění plynové prostředí, elektrické kontaktní svařování na tupo. V poslední době se zavádí svařování plněnými a holými elektrodovými dráty a také svařování natupo s vysokofrekvenčním ohřevem (obr. 76).
Nejpoužívanějšími metodami při výrobě potrubí jsou metody svařování elektrickým obloukem, které se vyrábí pomocí stejnosměrného a střídavého proudu. Při svařování stejnosměrným proudem se k výrobku připojí drát připojený ke kladnému pólu stroje a k elektrodě drát ze záporného pólu stroje. Toto zapojení svařovacího obvodu se nazývá spojení s přímou polaritou. Obrácené zapojení svařovacích drátů – plus na elektrodě a mínus na výrobku se nazývá spojení s obrácenou polaritou.
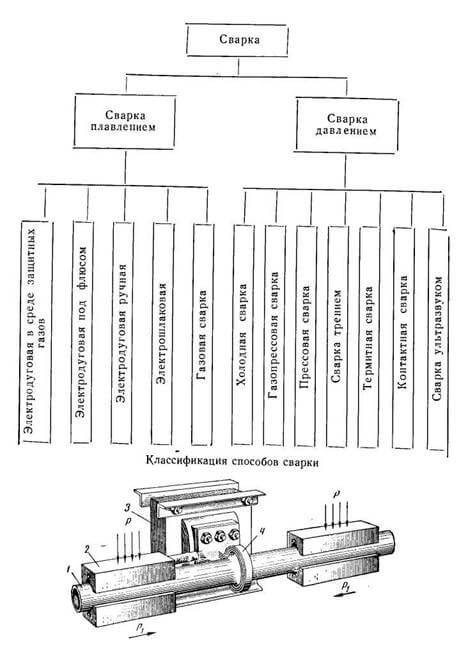
Rýže. 76. Schematické schéma svařování trubek na tupo s indukčním ohřevem: 1 – trubka, 2 – svorka, 3 – HDTV transformátor, 4 – induktor
Svařování střídavým proudem je ekonomicky výhodnější díky nižší spotřebě energie, nižší ceně zařízení a snadnější údržbě ve srovnání se stroji na stejnosměrný proud.
Při svařování procesních potrubí se používají různé typy svarových spojů – tupé, přeplátované a v některých případech rohové (svařování tvarovek, plochých přírub). Na Obr. 77 ukazuje běžně používané typy svarových spojů trubek a potrubních dílů.
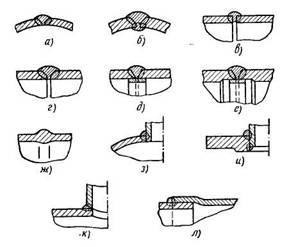
Rýže. 77. Druhy svarových spojů trubek a potrubních dílů:
а – podélný na tupo s jednostranným švem, б – podélný na tupo s oboustranným švem,
в — příčný na tupo s jednostranným švem bez zkosených hran, г – totéž se zkosenými hranami,
д — příčný na pažbu s opěrným kroužkem bez vrtání, е – totéž s vnitřním vrtáním,
ж – kontakt na zadek, з – roh jednostranný bez zkosených hran,
и — roh oboustranný bez zkosených hran, к – roh jednostranný se zkosenými hranami,
л – klín ve tvaru zvonu.
Kvůli jeho zvýšené pevnosti jsou nejběžnější spoje tupých svarů. Tupé spoje mohou být podélné (obr. 77, a, b) a příčné (obr. 76,c— g) umístění švu. Podélné spoje se často vyrábějí při výrobě trubek a potrubních dílů z plechu, příčné spoje se často používají při vzájemném spojování trubek a potrubních dílů.
Podle charakteru svarového spoje se švy dělí na jednostranné (obr. 77, a, c, d), oboustranný (obr. 77,6) jednostranné s opěrným kroužkem (obr. 77, d, f). Potrubí se jmenovitým vrtáním do 500 mm svařované pouze jednostranným švem. Oboustranný šev, tedy s přivařením kořene švu zevnitř pro zvýšení pevnosti spoje, se používá pro potrubí se jmenovitým vrtáním 600 mm a vyšší. Omezené použití vymezovacích kroužků je vysvětleno skutečností, že snižují průtokovou plochu potrubí a způsobují dodatečný hydraulický odpor.
Rohový svarový spoj bez zkosených hran (obr. 77, h, и) a se zkosením jedné hrany (obr. 77, j) se provádějí při výrobě svařovaných částí potrubí, stejně jako při svařování dílů s trubkami.
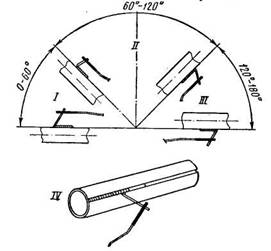
Rýže. 78. Poloha svaru v prostoru:
I – nižší, II – vertikální, III – strop, IV — horizontální na vertikální rovině
Svařovaný hrdlový spoj – přeplátovaný spoj (obr. 77, l) je méně pevný než tupý spoj a vyžaduje dodatečnou spotřebu trubky, stejně jako potřebu předběžného roztažení konce trubky v průměru. Toto spojení našlo uplatnění především při svařování trubek z neželezných kovů a nekovových materiálů.
V souladu s polohou švů v prostoru se ve spodní části rozlišuje svařování I a vertikální II polohách, stejně jako v horní stropní poloze III (obr. 78). Podle podmínek svářečských prací se dělí na rotační a nerotační.
Většina rotačních spojů trubek a dílů vyrobených v továrnách na trubky a dílnách je svařována nejjednodušším a nejpohodlnějším švem ve spodní poloze. Svařování nerotačních spojů je mnohem obtížnější a vyžaduje vysoce kvalifikovaného svářeče.
Bez ohledu na metodu svařování jsou hlavními požadavky na svar procesního potrubí pevnost, tažnost a hustota. Pevnost a tažnost svarového kovu by neměla být nižší než u základního kovu.
Svářeči, kteří mají osvědčení o složení zkoušek v souladu s „Pravidly pro zkoušení elektrických svářečů a plynových svářečů pro přístup k odpovědným svářečským pracím“ schváleným Gosgortekhnadzorem, mohou svařovat a lepit svarové spoje potrubí kategorií I, II, III a IV. .
Počty svarových spojů potrubí kategorie I a II musí být zaznamenány do svařovacího deníku. Svářeči, kteří neúspěšně absolvovali zkušební spoje, mohou svařovat a lepit svarové spoje potrubí kategorie V bez absolvování zkoušek podle pravidel Gosgortekhnadzor.
Každý svářeč dostane značku, jejíž číslo musí vyrazit na vzdálenost 30-50 mm od křižovatky.
1. Jaké jsou hlavní typy svařování používané při práci na potrubí?
2. Jaké jsou hlavní typy svarových spojů používaných při svařování potrubí, jaké jsou jejich vlastnosti?
3. Jaké jsou hlavní požadavky na svary?
4. Jaké polohy mohou mít svary v prostoru, jaké jsou jejich vlastnosti?
Všechny materiály v sekci „Svařování trubek“:
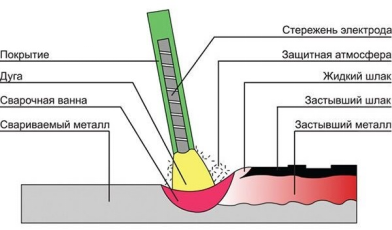
Ke svařování ocelových plynovodních trubek se používá ruční elektrický oblouk a svařování plynem. Obě metody zahrnují zahřátí kovu nad jeho bod tání, což má za následek vytvoření malého objemu tekutého kovu omezeného pevným kovem – svarové lázně (pic.1).
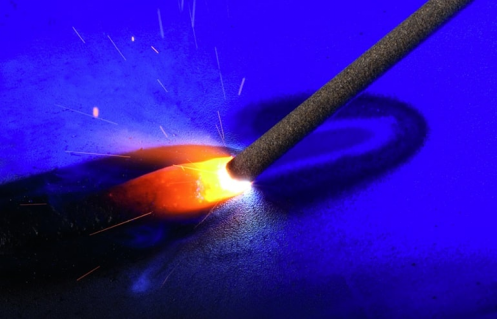
Obr.1 Svarová lázeň
Když se zdroj tepla pohybuje podél spoje, kov se taví v hlavové části svarové lázně a krystalizuje v ocasní části a vytváří svar. Při vytváření švu se dodává přídavný materiál ve formě svařovacího drátu (elektrody). Při svařování se do svarového kovu dostávají plyny, které zhoršují jeho vlastnosti, takže předpokladem pro získání kvalitního svarového spoje je ochrana svařovací zóny před vzduchem.
Svařování a řezání plynem
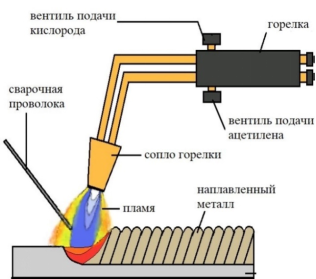
Obr. 2 Schéma svařování plynem
Ruční svařování plynem (acetylenem) se provádí plamenem vzniklým spalováním směsi kyslíku a acetylenu (obr.2). Plamen o teplotě nad 3000 0 C nataví okraje svařovaných trubek a přídavný drát, ze kterého je svar vytvořen. Šev je chráněn před vzduchem produkty spalování. Plynové svařování je charakterizováno dlouhodobým vystavením kovu zóně vysoké teploty. Mechanické vlastnosti svarových spojů (pevnost, tažnost, houževnatost) vyrobených svařováním plynem jsou horší než vlastnosti svarů elektrickým obloukem. Svařování acetylenem je povoleno pro plynovody jmenovitého průměru 150 mm s tloušťkou stěny do 5 mm se zkosenými hranami. Při tloušťce do 3 mm se svařování provádí bez zkosení hran.
Zařízení pro svařování plynem
Pro svařování plynem a řezání ocelových plynovodů, svařovací materiály a svařovací zařízení uvedené v tabulka 1.
svářecí zařízení
Svařovací spotřební materiál
Plynová svařovací stanice skládající se z: plynových lahví, reduktorů, hořáků (řezaček), gumotextilních manžet
Pevný svařovací drát (PS)
Hořlavé plyny (Gg)
Acetylen je hlavní plyn používaný při svařování plynem, protože když hoří v kyslíku, teplota plamene dosahuje 3150 °C. Zajímavost: nejvyšší teplota nastává při spalování dikyanoacetylenu C 4 N 2 v ozónu – 5730 °C.
Čistý acetylen je bez zápachu. Technický acetylen má charakteristický nepříjemný zápach, který mu udělují nečistoty. Dodáváno na místo svařování v bílých lahvích (Obr), kde je rozpuštěn v acetonu, který je zase impregnován porézní hmotou, například aktivním uhlím o velikosti částic 2 – 3 mm. Maximální tlak ve válci je 1,9 MPa.



Obr.3 Válce pro svařování a řezání plynem
Kyslík je dodáván plynně v modrých lahvích s pracovním tlakem 10, 15 nebo 20 MPa (Obr.3,b). Objem válce je 40 litrů.
Řezání plynem se používá k řezání částí trubek a řezání polotovarů z kovu. Při řezání oceli se v kyslíku zahřeje na zápalnou teplotu, načež se spálí v proudu kyslíku. Výsledné teplo ohřívá následující oblasti kovu. Zplodiny hoření jsou z řezu vyfukovány proudem kyslíku a plynů vznikajících při hoření. Pro řezání plynem se používá kyslík a směs propan-butan – zkapalněný ropný plyn (LPG). Dodává se v červených lahvích, maximální tlak je 1,6 MPa (Obr. 3, c. Obr).

Rýže. 4 Reduktor kyslíku
K ventilům láhve jsou připevněny redukce. Jsou nezbytné pro snížení tlaku plynu a jeho udržení na stejné úrovni bez ohledu na průtok. Podle použitého plynu se reduktory dělí na kyslík (pic.4), acetylen a propan-butan. Barva reduktoru odpovídá barvě tlakové láhve, ve které je plyn přiváděn. Pro přívod plynu z převodovek k hořáku (nebo řezačce) slouží pryžotextilní manžety – hadice.
Pro svařování plynem se používají svařovací hořáky, ve kterých se v požadovaném poměru mísí acetylen a kyslík. Během provozu může svářeč měnit poměr hořlavého plynu a okysličovadla a také upravovat výkon hořáku v závislosti na tloušťce svařovaných dílů.
Hořáky používané pro řezání plynem se nazývají hořáky. Jsou nezbytné pro vytvoření předehřívacího plamene a přívod kyslíku do zóny řezání.

Obr.5 Plnicí drát
Přídavný drát z nízkouhlíkové oceli Sv-08, Sv-08A, používaný pro svařování trubek plynem, je vyráběn v souladu s GOST 2246 nebo podle specifikací výrobce. Čísla za C indexem ukazují průměrný obsah uhlíku v setinách procenta. Písmeno A na konci označuje zvýšenou čistotu kovu z hlediska obsahu síry a fosforu. Pro svařování nízkolegovaných ocelí se používají dráty jakosti SV-08GA, SV-08GS, SV12GS atd. Drát je dodáván ve svitcích (svitcích) s povinným označením – kovovým štítkem (.pic.5). Musí být skladován v uzavřených skladech.
Ruční obloukové svařování
Při svařování elektrickým obloukem k procesu dochází v důsledku tepla elektrického oblouku. Mezi elektrodou připojenou k jednomu pólu a svařovaným materiálem připojeným k druhému pólu se vytvoří oblouk.
Obr.6 Svařování elektrickým obloukem
Elektroda pro ruční obloukové svařování je tyč svařovacího drátu, která je potažena. Vysoká teplota oblouku zahřívá kov tyče a trubky, což vede ke vzniku svarové lázně ( pic.6 ). Roztavená tyč ve formě jednotlivých částic obalených struskou vstupuje do lázně. Hlavním účelem povlaku je chránit svařovací zónu před vzduchem. Plynotvorné složky povlaku se rozkládají za vzniku plynů, které vytlačují vzduch. Tato vrstva zabraňuje interakci taveniny s atmosférickými plyny. Strukotvorné látky pokrývají roztavený kov vrstvou strusky, která vyplave na povrch a chrání šev během procesu krystalizace kovu. Deoxidační složky reagují s kyslíkem rozpuštěným ve svarové lázni a také s oxidy a obnovují čisté železo. Samy přitom oxidují a přecházejí do strusky. Při svařování obalenými elektrodami je tak roztavený kov chráněn před vzduchem:
- struska pokrývající šev;
- plyny z rozkládajících se nátěrových látek;
- chemické deoxidační reakce.
Stabilizační složky povlaku zajišťují stabilní hoření oblouku díky obsahu prvků s nízkým ionizačním potenciálem.

Obr.7 Svařovací elektrody
Elektrody se používají pro svařování ocelových plynovodů (obr.7) typy E-42, E-42A, E-46, E-46A, v případě potřeby E-50A. Čísla za indexem E označují pevnost v tahu oceli, ze které je elektroda vyrobena. Například pro elektrodu E-42 je to minimálně 42 kg/mm2 (420 MPa). Písmeno A na konci označuje zvýšenou čistotu kovu z hlediska obsahu nečistot. Svařování trubek z uhlíkové oceli se provádí elektrodami typu E42, E46 az nízkolegované oceli – E50.
Mokré elektrody musí být před použitím kalcinovány. Při svařování se voda obsažená v povlaku rozkládá za vzniku vodíku, který proniká do svarového kovu a vytváří plynové póry.
Zařízení pro svařování elektrickým obloukem
Zdroje proudu pro ruční obloukové svařování musí zajistit zapálení a zhášení oblouku, stabilní hoření a kontrolu jeho fyzikálních parametrů. Svařovací oblouk je:
- stejnosměrný proud – polarita elektrody a svařovaného prvku se během procesu svařování nemění;
- AC – polarita se mění s frekvencí AC.
Transformátory umožňují vyrábět střídavý svařovací oblouk. Stejnosměrný proud produkují usměrňovače, měniče a střídače. Kabely s kabelovými oky slouží k napájení svařovacího proudu ze zdrojů a zpět. Držáky elektrod jsou nutné k připevnění elektrod, přivádění svařovacího proudu k nim a manipulaci s nimi během svařování. Zemnící svorky slouží k zajištění zpětného kabelu.

Obr.8 Invertorový svařovací stroj
V současné době jsou svařovací transformátory nahrazovány invertorovými stroji (obr.8). V nich je střídavý proud přiváděn do usměrňovače, načež je výsledný stejnosměrný proud přeměněn invertorem pomocí tranzistorů na střídavý proud o frekvenci 20-50 kHz. Poté se vysokofrekvenční střídavé napětí sníží na 70-90 V a proud se zvýší na 100-200 A potřebný pro svařování.
Bez svařovacích technologií je výstavba plynárenských sítí nemožná. Již řadu desetiletí zajišťují spolehlivost a bezpečnost plynovodů a konstrukcí na nich.

Autor článku: Vershilovič Vladislav Adamovich
— Místo výkonu práce — Gazprom Gas Distribution Nizhny Novgorod LLC
— Autor populárních knih a příruček o konstrukci a provozu plynových zařízení
Absolvujte kurzy průmyslové bezpečnosti
A získat certifikaci

Držitel autorských práv: Školicí středisko „Akademie zabezpečení“
Všechna práva k článkům a dalším informačním materiálům umístěným na tomto webu náleží jeho vlastníkovi a autorům těchto článků. Jakékoli použití materiálů, včetně přetisku (částečného nebo úplného), je povoleno pouze v případě, že je uvedeno autorství (ChEI DPO „Výcvikové centrum bezpečnostní akademie“) a je vytvořen přímý aktivní hypertextový odkaz na stránku ve tvaru: „zdroj: ab -dpo.ru“, jakož i při zachování všech aktivních hypertextových odkazů obsažených ve zveřejněných materiálech. Je nepřípustné používat e-mailové adresy umístěné na stránkách webu pro zadávání do databází a provádění nepovolených hromadných rozesílání SPAMů.
Další články sekce
OSTATNÍ ČLÁNKY ODDÍLU Průmyslová bezpečnost

V tomto článku naleznete podrobný popis plamencových kotlů: od historie vývoje až po moderní zástupce na příkladu UNICAL ELLPREX a Universal UL-S. Pozornost je věnována také konstrukci průmyslových teplovodných kotlů s horkovzdušnými trubkami a jsou zvažovány jejich výhody a nevýhody.

Tento článek je o litinových sekčních kotlích. Na příkladu kotlů Fakel a Viessmann se dozvíte o jejich konstrukci, výhodách a nevýhodách litiny pro výrobu kotlů a také o průmyslových kotlích tuzemské i zahraniční výroby.

Tento článek je věnován popisu zařízení tahového stroje, který vytváří umělý tah pro odvod spalin z kotle. Detailně je prozkoumáno schéma plynovzdušného traktu kotelny: vzduchový trakt, plynový trakt, kouřovody, explozivní ventily.
© CHOU DPO „UC „Akademie bezpečnosti“
2013-2025