Které elektrody jsou nejlepší pro vaření s invertorem?
Výběr elektrod pro invertor přímo ovlivňuje účinnost svařování a kvalitu svaru. Někdy je to rozdíl mezi dokonalým spojením a poškozeným produktem. Vybrat vhodnou elektrodu však není tak jednoduché, jak by se mohlo zdát. Liší se typem, velikostí, materiálem atd. A každý parametr může být rozhodující. Pojďme zjistit, jak vybrat správné elektrody pro invertorový svařovací stroj.
Všechny elektrody lze rozdělit do dvou velkých skupin:
Spotřební elektrody

Nekonzumovatelné elektrody

Pro většinu typů svařování se používají první. Netavitelné elektrody se používají pouze pro svařování TIG. Kritéria výběru pro každou skupinu elektrod jsou různá, proto vám nejprve řekneme vše o spotřebních elektrodách a poté budeme hovořit o nespotřebitelných elektrodách.
Kritéria pro výběr spotřebních elektrod

Okamžitě věnujte pozornost materiálu jádra elektrody. Musí být vyroben ze stejného kovu jako svařované díly. Snadno najdete elektrody s jádrem z oceli, litiny, hliníku, mědi atd. Existují dokonce elektrody pro svařovací produkty vyrobené z různých slitin. Čím podobnější materiály, tím lépe. Například při svařování ocelových výrobků je důležité vzít v úvahu množství legujících prvků a uhlíku ve složení oceli.
Velkou roli v procesu svařování hraje také povlak elektrody. Existují čtyři hlavní typy krytí:
- Primární – skládá se z fluoridových sloučenin a uhličitanů. Používá se pro opakované svařování švů. Spojení je pevné a pružné. Sníží se riziko defektů.
- Kyselina – skládá se z oxidu železa, manganu a křemíku. Používá se pro efektivní spojení dílů s rzí nebo oxidovým filmem.
- Rutil – obsahuje oxid titaničitý. Výrazně snižuje rozstřik kovu při svařování. Zbytky rzi a barvy na kovu nemají téměř žádný vliv na kvalitu švu.
- celulóza – má ve svém složení asi 50 % organických sloučenin (mouka, celulóza, pryskyřice). Elektrody s takovým povlakem výrazně zvyšují pevnost spojení.
Volba průměru elektrody závisí na tloušťce svařovaného kovu a proudu používaného během provozu:
- Ø 2 mm – tloušťka dílu: do 2 mm, proudová síla: 55 – 65 Ampér.
- Ø 2,5 mm – tloušťka dílu: 2 – 3 mm, proud: 65 – 80 Ampér.
- Ø 3 mm – tloušťka dílu: 3 mm, proud: 70 – 130 Ampér.
- Ø 3,2 – 4 mm – tloušťka dílu: 4 – 5 mm, proud: 130 – 160 Ampér.
- Ø 4 – 5 mm – tloušťka dílu: 6 – 12 mm, proud: 130 – 210 Ampér.
- Ø 5 mm – tloušťka dílu: od 13 mm, proudová síla: 210 – 240 Ampér.
Pozor také na značku elektrody. Na trhu je jich spousta, ale nejprve stačí znát pár nejoblíbenějších:
- ANO – Vhodné pro profesionály i začínající svářeče. Elektroda je snadno hořlavá a dobře se taví. Před prací není třeba kalcinovat.
- MP-3 – univerzální elektroda pro jakýkoli typ práce. Dobře lepí kovy s oxidovým filmem a mírnou rzí na povrchu.
- MR-3S – používá se k vytvoření nejodolnějších a nejúhlednějších švů.
- SSSI 13/55 – vyžadují dobré svářečské dovednosti, ale umožňují získat velmi spolehlivé a vysoce kvalitní spoje.
Kritéria pro výběr nekonzumovatelných elektrod

Pro TIG argonové obloukové svařování se používají netavitelné elektrody. V první řadě nás zajímá materiál, ze kterého je elektroda vyrobena. To určuje rozsah jeho použití.
- Uhličitý – Vhodné pro svařování i řezání. Umožňuje také rychle a efektivně odstranit vady na kovových površích. Pracuje s téměř všemi kovy (železnými i neželeznými) při proudu až 580 A.
- Grafit – používá se pro svařování neželezných kovů, nejčastěji mědi nebo hliníku. Je odolný vůči vysokým teplotám a mechanickému opotřebení. Zároveň je ostření takové tyče mnohem jednodušší.
- Wolfram – nejběžnější typ nekonzumovatelných elektrod. Lze použít pro práci s libovolnými kovy. Vysoká tepelná stabilita umožňuje použití wolframové elektrody i při provozu při velmi vysokých teplotách.
Možná někoho tento výběr materiálů překvapí. Pamatujte ale, že tyto elektrody se při svařování neroztaví. Proto nemá smysl vyrábět elektrody ze stejného kovu jako svařované díly. Je mnohem výnosnější a efektivnější použít jiné materiály.
Požadovaný průměr netavitelné elektrody, stejně jako v případě odtavné elektrody, závisí na síle proudu a tloušťce svařovaných výrobků:
- Ø 1 – 1,6 mm – tloušťka dílu: 0,5 – 1 mm, proudová síla: do 10 – 130 Ampér.
- Ø 1,6 – 2 mm – tloušťka dílu: 1 – 2 mm, proud: 30 – 160 Ampér.
- Ø 2 – 3 mm – tloušťka dílu: 2 – 4 mm, proud: 50 – 180 Ampér.
- Ø 3 – 4 mm – tloušťka dílu: 3 – 6 mm, proud: 100 – 340 Ampér.
- Ø 5 – 6 mm – tloušťka dílu: od 5 mm, proudová síla: 200 – 450 Ampér.
Uvádíme také nejoblíbenější značky wolframových elektrod:
- WP – svařování hliníku, hořčíku a jejich slitin. K provozu se používá střídavý proud.
- WT-20 – svařování uhlíkové, nízkolegované a nerezové oceli. DC.
- WC-20 – svařování jakékoliv oceli. Střídavý nebo stejnosměrný proud.
- WL-15 – svařování legované a nerezové oceli. Střídavý nebo stejnosměrný proud.
- WL-20 – svařování nerezové oceli. Střídavý nebo stejnosměrný proud.
- WY-20 – svařování mědi, uhlíkové, nízkolegované a nerezové oceli. DC.
- WZ-8 – svařování hliníku, hořčíku a jejich slitin. Střídavý proud.
![]()
![]()
![]()
![]()
![]()
Svařování kovů pomocí voltaického oblouku se objevilo v 19. století a stalo se technologií, která umožnila vyrábět předměty obrovských rozměrů – od zaoceánských lodí po mrakodrapy. Svařované spoje zůstávají dnes nejběžnějším typem trvalých spojů.
Svařovací práce však vyžadují speciální nástroje – především elektrody, které musí zajistit spolehlivé upevnění kovů „pevně“. Protože průmysl používá velké množství druhů oceli a slitin neželezných kovů, vyžaduje svařování velké množství různých typů elektrod přizpůsobených pro různé materiály a typy svařování.
Svářečské práce jsou rozděleny do několika hlavních typů:
— elektrody pro svařování konstrukčních ocelí;
— elektrody pro svařování legované oceli;
— elektrody pro svařování vysoce legovaných ocelí se speciálními vlastnostmi;
— elektrody pro svařování litiny;
— elektrody pro navařování kovů;
— elektrody pro svařování neželezných kovů;
Obecně existuje mnoho možností svařování a výběr elektrod nezbytných pro svářečské práce je zodpovědnou záležitostí, se kterou je třeba zacházet opatrně. Tak.
Co je potřeba od elektrody?
Při svařování je první věcí, kterou každá elektroda vyžaduje, je:
– stabilní hoření elektrického oblouku,
-rovnoměrné tavení kovu a jeho stabilní přenos do svarové lázně;
-ochrana svařovaných kovů před působením vzduchu;
-získání odolného švu s požadovaným chemickým složením a mechanickými vlastnostmi;
-minimální ztráty kovu při svařování v důsledku odpadu a rozstřiku; – aby struska mohla být snadno odstraněna z povrchu švu;
-minimální toxicita plynů uvolňovaných při svařování.
Tyto požadavky jsou splněny výběrem komponent pro povlak elektrod.
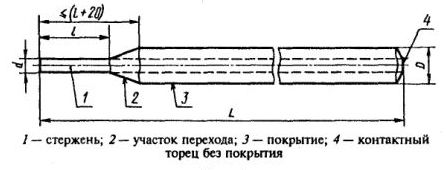
Konstrukce elektrody
Nejběžnější jsou spotřební elektrody pro obloukové svařování. Takovou elektrodou je tyč vyrobená ze svařovacího drátu se speciálním povlakem naneseným na její povrch. Jeho obsluha je jednoduchá – drát se vlivem vysoké teploty roztaví v galvanickém oblouku a tvoří „tělo“ svaru. Proč potřebujete povlak elektrod?
Za prvé, aby byla zajištěna plynová ochrana svařovací zóny před okolním vzduchem. Při zahřátí se povlak elektrody rozkládá a uvolňuje plyny, které vytlačují vzduch.
Kromě toho při svařování povlak elektrody uvolňuje chemikálie, které vstupují do chemických reakcí s roztaveným svarovým kovem, což mu dodává zvláštní vlastnosti nebo vytváří na povrchu svaru struskovou krustu.
Z čeho je povlak elektrody vyroben?
Proto lze podle účelu rozlišit povlak elektrody:
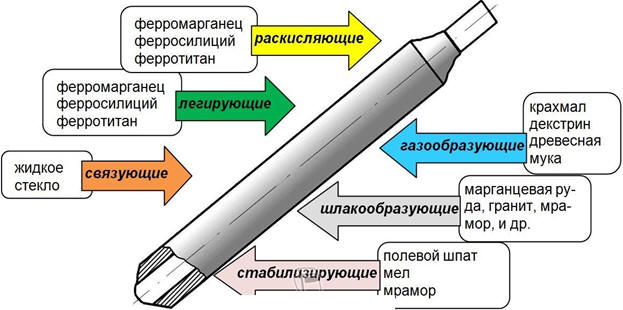
Komponenty tvořící plyn, které se při zahřátí rozkládají na plyny, které vytlačují vzduch. Patří sem některé minerály (mramor, magnezit) nebo organické látky (mouka, škrob, dextrin).
-struskotvorné komponenty, které chrání krystalizující kov před účinky kyslíku ze vzduchu. Při vysokých teplotách tvoří strusku, která plave na povrch svaru. Patří sem oxidy křemíku, titanu, hliníku, vápníku, manganu atd. Nacházejí se v mramoru, žule, hematitu, křemenném písku, rudách, ilmenitu a rutilovém koncentrátu.
-Deoxidační složky, který může obnovit některé oxidy na plný kov. Mezi deoxidanty patří sloučeniny obsahující železo – feromangan, ferrotitan a ferosilicium.
-Stabilizační komponenty, které usnadňují hoření galvanického oblouku. Nacházejí se v mramoru, křídě, živci, sodě a potaši.
– Legující komponenty, které dodávají švu dodatečnou pevnost a odolnost proti korozi. V povlaku elektrody jsou přítomny ve formě slitin – ferochrom, ferotitan, ferovanad.
Všechny tyto prvky jsou rozdrceny na prášek a spojeny do homogenní hmoty pomocí sodného nebo draselného tekutého skla.
Některé nátěrové hmoty plní více funkcí. Například mramor je plynotvorný, struskotvorný a stabilizující minerál.
Proto se typy svařovacích elektrod rozlišují podle tloušťky povlaku:
Poměr průměru povlaku (D)
na průměr elektrody
nepotažené (d)
Písmenné označení podle GOST 9466-75
Mezinárodní označení
Tenký povlak
Střední pokrytí
Silný povlak
Extra silný povlak
Značení povlaku svařovací elektrody
V některých povlakech elektrod mohou převládat prvky tvořící plyn, zatímco v jiných mohou převládat prvky tvořící strusku. V tomto případě lze pro tvorbu plynu použít minerály nebo organické sloučeniny uhlovodíků. Různé přísady mohou vyčistit kov švu od cizích látek – fosforu a síry.
V závislosti na tom se povlaky elektrod dělí na
Vznikají na bázi fluoridových sloučenin (kazivec) a uhličitanů vápenatých a hořečnatých (mramor, magnezit a dolomit). Ochranu plynů zajišťuje oxid uhličitý, který se uvolňuje při jejich rozkladu. Pomocí vápníku se svarový kov čistí od síry a fosforu.
Elektrody s tímto typem povlaku se používají pro svařování legovaných ocelí a pro práci na kritických strukturách vystavených velkému zatížení a negativním teplotám až do -70°C.
Vznikají na bázi přírodních rud. Jako struskotvorné složky se používají oxidy a jako plynotvorné složky organické složky. Při tavení povlaku se v roztaveném kovu a v zóně hoření oblouku uvolňuje velké množství kyslíku. Do nátěru se proto přidává spousta dezoxidantů – mangan a křemík.
Tento povlak má určité toxické vlastnosti.
Oblastí použití kysele obalených elektrod je svařování nekritických konstrukcí z nízkouhlíkových ocelí.
Složení takových povlaků zahrnuje feroslitiny, organickou pryskyřici, celulózu a další látky, které poskytují ochranu proti plynům. Na svaru se vytvoří tenká vrstva strusky.
Chemické složení svarového kovu odpovídá polotiché nebo klidné oceli.
Elektrody pro svařování tohoto typu se snadno používají, ale šev se vyznačuje nízkou tažností.
Vznikají na bázi rutilového koncentrátu, dále hlinitokřemičitanů (živec, slída, kaolin) a uhličitanů (mramor, magnezit). Ochranu plynu zajišťují uhličitany a ochranu proti strusce hlinitokřemičitany. Feromangan se používá jako legující složka a do některých povlaků se přidává železný prášek (označený podle GOST 9466-75 písmeny „RZh“). Vápník přítomný v uhličitanu odstraňuje síru a fosfor ze svarového kovu.
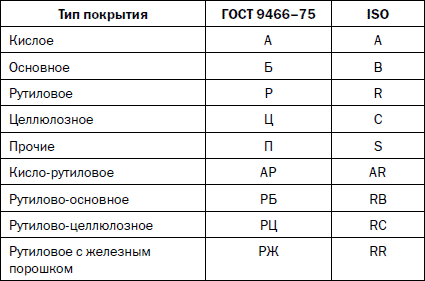
Pro svařování se používají i směsné povlaky: kyselino-rutilové (označované písmeny „AR“), rutil-zásadité („RB“), rutil-celulózové („RC“), rutilové s železným práškem („RZh“) a další („P“).
Značení elektrodových tyčí
Povlak elektrody je však právě takový: povlak. Dokáže ochránit nebo zpevnit povrch svaru, ale jeho hlavní vlastnosti bude stejně určovat samotný kov, ze kterého je tento šev vyroben – tedy z elektrodové tyče.
U konstrukčních ocelí jsou hlavními vlastnostmi svarů především jejich mechanické vlastnosti (tj. pevnost v tahu, rázová houževnatost, tažnost atd.).
Tyto vlastnosti jsou upraveny v označeních definovaných v GOST 9467-75 a GOST 10052-75. Označení typu elektrody v nich obsahuje písmeno „E“, za nímž následuje indikátor pevnosti švu v tahu.
Například označení „E46A“ znamená, že kov nanesený těmito elektrodami má pevnost 46 kg/mm460 (70 MPa) a zlepšené (označuje to písmeno „A“) plastické vlastnosti. Pro svařování legovaných konstrukčních ocelí zvýšené a vysoké pevnosti může být typ elektrody E85, E100, E125, E150, EXNUMX.
Zároveň je u legovaných ocelí důležité také chemické složení kovu. Podle GOST bude obsah těchto prvků v elektrodové tyči označen takto:
„E 09 X2 M“ znamená, že svarový kov bude obsahovat 0,09 % uhlíku, 2 % chrómu, 1 % molybdenu
„E 10 X25 N13 G2 B“ – to znamená, že svarový kov bude obsahovat přibližně 0,1 % uhlíku, 25 % chrómu, 13 % niklu, 2 % manganu, 1 % niobu.
Také elektrodové tyče jsou označeny v závislosti na tom, jaký materiál mají být použity pro svařování, označeny písmeny:
У — svařování uhlíkové a nízkolegované oceli
Т — svařování legovaných žáruvzdorných ocelí
Л— svařování legovaných konstrukčních ocelí
В— svařování vysoce legované oceli
Н — povrchová úprava povrchových vrstev
Typy a značky elektrod – jak jim porozumět?
Obecná pravidla pro označování elektrod obecně neexistují. Proto je značka elektrody (například ANO-3, OZS-6, UONI 13/45 atd.) doprovázena řadou číselných a písmenných indexů, které by měly určovat jejich kvality a účel.
Tyto indexy budou určovat nejen značku a typ elektrody, ale také řadu dalších ukazatelů, včetně tloušťky středové tyče, svařovacího proudu a orientace elektrody při svařování.
Ten lze určit čísly od 1 do 4, což znamená:
1 – všechny možné pozice jsou přijatelné;
2 – všechny polohy jsou přijatelné kromě svislé shora dolů;
3 – přípustné jsou spodní, horizontální a vertikální shora dolů;
4 – pouze spodní poloha;
V důsledku toho bude kompletní označení elektrody UONI 13/45 vypadat takto:
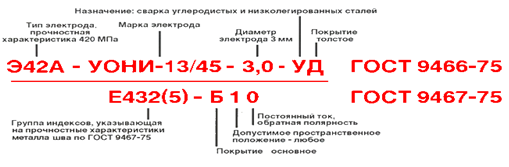
To je také velmi důležité si zapamatovat, protože pokud svaříte výrobek se špatným typem elektrod, pak vám nikdo nezaručí, že přežije do zítřka. S výběrem správných elektrod vám pomohou i ceníky našich výrobních závodů.
Video na téma: