Jaké jsou vady práškového lakování?
Abychom ušetřili váš čas, shromáždili jsme všechny možné důvody problémů s práškovým lakovacím komplexem a vadami, nevyhovujícími vlastnostmi práškových laků na jednom místě. Stojí za to je prostudovat a porozumět, abyste mohli kompetentně vybrat zařízení, a pokud není něco jasné, můžete od nás získat vysvětlení. Nyní se můžete profesionálně podívat na vytvoření oblasti práškového lakování.
Rozdělme příčiny odchylek ve vlastnostech povlaků a provozu zařízení do 4 skupin
pro snadnou orientaci:
1. Příčiny v nátěru = 10 %
2. Příčiny nesprávné činnosti zařízení = 15 %
3. Důvody porušení technologie = 50 %
4. Důvody v „lidském faktoru“ = 25 %
předmluva:
Vedoucí lakovny se často na začátku své práce potýká s řadou problémů a vadných nátěrů. Při hledání řešení vymění práškovou barvu, změní nastavení nástřiku a problém se zdá být vyřešen.
Ano, celkově je tento krok správný, dražší vybavení a barva snižují „lidský faktor“ a kompenzují malířův nedostatek znalostí. Bez znalosti se však budou pravidelně objevovat problémy, které povedou ke ztrátám, o kterých manažer ani nebude vědět. Například vysoká spotřeba barvy. Mnoho lidí ani neví, že by na něm mohli ročně ušetřit slušné peníze (a to ani nemluvíme o sekundárním bydlení).
Nemůžete naučit vše v jednom článku, ale v několika ano. Užijte si čtení.
10 % příčin v Malování
1.1.) Barva absorbovala nadměrné množství vlhkosti (např. z důvodu porušení skladovacích podmínek při přepravě nebo ve skladu kupujícího, * porušení skladovacích podmínek ve skladu výrobce je nepravděpodobné);
1.2.) Výrobní vada (důvody: vadné suroviny, ze kterých se prášková barva vyrábí; odchylky ve výrobním procesu), nepravděpodobné, velmi vzácné;
1.3.) Levná barva, u levné barvy nečekejte nízkou spotřebu, vysokou přilnavost a pevnostní vlastnosti, krycí schopnost. Často levnější barva má vyšší spotřebu kvůli rozdílu v její hustotě;
Chcete-li přesně určit nejziskovější barvu se stejnými vlastnostmi (které je opět třeba ověřit), musíte vzít v úvahu její hustotu, tloušťku povlaku a spotřebu barvy. Existují také barvy na bázi levných tužidel, které jsou například v Evropě zakázané, protože uvolňují toxické látky;
15 % důvodů je ve vybavení
2.1.) Nesprávný provoz polymerační pece —
Nerovnoměrný ohřev komory (přehřátí celého výrobku nebo jeho jednotlivých sekcí / nedohřev atd.), výrazné turbulence vzduchu způsobené konstrukcí vzduchovodu a recirkulačním ventilátorem trouby (odstraňuje z výrobků nezpolymerovanou barvu, výsledkem je vůle kovu, kolísání tloušťky = snížená přilnavost a ochranné vlastnosti nátěru);
2.2.) Nesprávný provoz stříkací jednotky —
Opotřebení ejektoru (prvku, který dodává barvu do stříkacího zařízení), stříkacích trysek (vstřikovačů), elektronických desek a jednotek stříkacích jednotek, fluidizační nádrže (pseudofluidizace);
2.3.) Chyby v dopravním systému –
Třesy a vibrace při pohybu produktů transportním systémem (může vést k odpadávání částic barvy);
2.4.) Častým nedostatkem domácích zařízení je nedostatečná cirkulace vzduchu ve filtračním systému stříkací komory. To může být vyjádřeno šířením barvy po celé dílně, snížením produktivity komplexu v důsledku prodloužení doby údržby komory a změny barvy. Materiál z webu avetek-lines.ru;
K tomu všemu nedostatečná cirkulace vzduchu zvyšuje nebezpečí požáru prostoru, protože prášková vzduchová suspenze o koncentraci vyšší než 20 g na m3 je výbušná. Z toho vychází požadavek na vytvoření rychlosti proudění vzduchu 0,8 m/s v zóně postřiku nebo průměrné rychlosti 0,5-0,6 m/s přes celý otvor. I při zohlednění značné rezervy tohoto požadavku by minimální návrhová rychlost ve středu otvoru měla být 0,6 m/s.
50 % důvodů je v rozporu s technologií a odchylkami od ní
3.1.) Nesprávně zvolený režim polymerační pece;
3.2.) Mokrý/olejový vzduch z kompresoru (nasycuje barvu vlhkostí a mikrokapičkami oleje, což vede k tvorbě kráterů, bublinek na povrchu výrobku, snížení adheze (síla přilnavosti nátěru ke kovu) a dokonce i odlupování barvy;
3.3.) Nadměrný tlak v systému přívodu barvy (vede k tvorbě pevných sloučenin jemných částic barvy v ohybech vzduchových hadic, které pak končí jako úlomky na výrobku);
3.4.) Selhání/stárnutí uzemnění (jedna z nejčastějších příčin) —
Vyplatí se kontrolovat odpor uzemnění přímo v blízkosti zařízení, pravidelně jednou měsíčně. Doporučuje se, aby malíři neustále kontrolovali uzemnění výrobku (udržování kontaktu mezi prvky dopravního systému a zavěšenými výrobky);
3.5.) Překročení normy pro použití rekuperátu, absence stupně jeho prosévání;
3.6.) Nedodržení požadovaných podmínek v místnosti, kde se maluje (teplota do +25 stupňů Celsia, vlhkost do 70 %, prašnost v dílně);
3.7.) Zanedbání nebo chyby při přípravě povrchu výrobků:
3.7.1.) Přítomnost stop koroze na kovu;
3.7.2.) Nekvalitní odmaštění povrchu (nežádoucí je použití rozpouštědel, často zanechávají na povrchu kovu mastnotu, řešením je aceton, ale opět vstupuje do hry lidský faktor, existuje řada odmašťovacích prostředků, které zastavují korozní procesy (roztoky s inhibitory koroze);
3.7.3.) Zbytky po válcování nebo jiných okují (řeší se nákupem za studena válcované oceli a pečlivým čištěním svarů a okují po řezání kovu);
3.7.4.) Přítomnost nevyčištěných svarů;
3.7.5.) Přítomnost „otřepů“ po sekání, řezání a ohýbání s poloměrem menším než 0,3 mm;
3.7.6.) Nesoulad profilu povrchu (drsnost = čistota) s požadavky výrobce nátěru (tento bod je relevantní v případě mechanického čištění kovu před nátěrem);
3.7.7.) Nedostatek předběžné přípravy pro lakování za tepla válcovaného kovu (čištění okují je povinné, jinak dojde ke korozi a odlupování);
3.7.8.) Přítomnost prachu na povrchu (pokud ve vaší dílně vidíte, že se prach rychle usazuje na vodorovných plochách, je třeba je po přípravě povrchu k lakování ihned poslat do stříkací komory, nebo před lakováním povrch znovu vyfoukat stlačeným vzduchem (vyčištěný a suchý) mimo stříkací komoru (*aby v komoře nezůstával prach) – tento způsob je extrémní, není ideální;
3.7.9.) Přítomnost soli na povrchu kovu (protože neznáme všechny podmínky výroby, skladování tohoto kovu na jeho povrchu může být hladina solí zvýšena, tento bod je nejvíce relevantní při provádění brusné přípravy povrchu. V tomto případě může brusivo obsahovat zvýšené množství solí a při působení síly nárazu brusiva z povrchu kovu se sůl dostane hluboko do povrchu.
*protože sůl pohlcuje vlhkost, po natření kovu ji bude dále pohlcovat povlakem (ano, ano, povlaky (většinou) v určitém množství propouštějí vlhkost), což povede k tvorbě rzi a bobtnání laku;
25 % důvodů je způsobeno „lidským faktorem“
4.1.) Neopatrnost. Ohyby vzduchových hadic vedou k hromadění jemných částic práškové barvy v ohybech, které se srážejí do pevných spojů, načež vylétají jako úlomky na povrch výrobku;
4.2.) Nedostatky údržby zařízení:
4.2.1.) V čištění (profukování) hadic a postřikovačů, fluidizační nádrže;
4.2.2.) Při čištění stříkací komory;
4.2.3.) při čištění závěsů dopravního systému a jeho tratí;
4.2.4.) Při čištění polymerační pece, které také vyžaduje čištění vzduchového potrubí alespoň jednou měsíčně;
4.3.) Chyby v technice postřiku a nastavení postřikovače:
4.3.1.) Nadměrné napětí vede k reverzní ionizaci, tvorbě kráterů ve vrstvě práškové barvy již před polymerací, k lokálnímu přebytku tloušťky nátěru, což může vést k odlupování nátěru (nízká adheze);
4.3.2.) Totéž platí pro přebytečný proud (přebytek znamená vytvoření přebytečné energie v poměru k množství barvy, na kterou je přenesena);
4.3.3.) Chyby ve volbě vzdálenosti mezi rozprašovačem a produktem, při zmenšení vzdálenosti se také zmenšuje odpor vodiče (v našem případě prostor mezi produktem a elektrodou rozprašovače), proto se zvyšuje napětí a proud, což zvyšuje účinek “Faradayovy klece” na vnější a vnitřní rohy produktu (barva na ně neulpívá a také na nich neulpívá a zrychluje se tloušťka laku nebo ionizace). to zvyšuje spotřebu barvy, prodlužuje dobu lakování a vytváří krátery na povrchu produktu. O reverzní ionizaci si povíme podrobně v jiném článku, ale zatím stačí připomenout, že při jejím procesu se již z vrstvy práškové barvy na povrchu výrobku působením sil elektromagnetického pole vytrhávají částečky barvy směrem k rozprašovači a zanechávají za sebou díru – kráter;
4.3.4.) Nedostatečný přívod vzduchu pro fluidizaci barvy (ve fluidizační nádrži) může vést ke konzervaci aglomerátů (hrudků) práškové barvy, které pak ve stejné sraženině padnou na výrobek, což má za následek nerovnoměrnou tloušťku nátěru = snížení přilnavosti nebo stékání.
4.3.5.) Chyby v technice malování těžko dostupných míst. Při pokusu natírat roh nebo prohlubeň výrobku někteří malíři zvýší tlak nosného (zrychlení přenosu barvy) nebo přivedou (zvětšení koncentrace barvy v oblaku) vzduch stříkací jednotky, což však může vést k odfouknutí barvy do blízkých oblastí (pokud se malíř nepostaral o kompenzaci zvýšení snížením dalšího toku), a také k vytvoření přebytečné barvy. Stává se, že ještě častěji malíř přiblíží rozprašovač blíže k rohu nebo prohlubni, aby „donutil“ barvu usadit se na správném místě, ale bez úpravy tlaku vzduchu a napětí dostaneme zvýšení napětí a proudu, což situaci jen zhorší, navíc urychlí zpětnou ionizaci (+ proud vzduchu (vířivky) bude ucpat prohlubeň produktu a zabrání tomu, aby se tam dostala celá prohlubeň produktu).
4.3.6.) Zpoždění postřikovače na ploše produktu vede k nadměrné tloušťce povlaku a také k prohýbání;
4.4.) Míchání „identických“ barev od různých výrobců, míchání barev od jednoho výrobce se stejným vizuálním efektem, ale různými bázemi (polyester, epoxid, epoxy-polyester, jiné);
4.5.) Použití vibračních palet s metalickými, starožitnými a jinými barvami obsahujícími inkluze (u takových barev se vlivem vibrací hromadí těžké částice dole, vytlačují lehčí nahoře); pro takové barvy jsou potřeba stříkací jednotky s fluidizačními nádržemi (vzduchová pseudofluidizace), nebo při malém množství takové barvy je potřeba do nástřiku nástřiku vysoké kvality nanášení nástřiku vysoké kvality.
Moderní práškové lakovací systémy ve středních a vyšších cenových segmentech (přes 200 000 rublů na začátku roku 2019) mají speciální systém automatického řízení proudu stříkacího zařízení (ASCC), který při poklesu odporu (tj. přiblížení stříkacího zařízení a dílu k sobě) snižuje napětí, čímž udržuje proud na dané hodnotě (U=I/R, R-proudový odpor, U-napětí). Systém AUTR tak umožňuje vyhnout se jak zpětné ionizaci, tak efektu „Faradayovy klece“, i když to může zvýšit spotřebu barvy, proto byste měli dodržet optimální vzdálenost 20-40 cm mezi stříkacím zařízením a dílem (konkrétní údaj v tomto rozsahu se vybírá individuálně na základě vlastností barvy (složení) a nastavených parametrů stříkací jednotky. Materiál z webu avetek-lines
Některé pokročilé instalace mají také systém ochrany proti zkratu v případě náhodného (neúmyslného) kontaktu postřikovače s přípravkem. Takový zkrat může vést k vyhoření drahých desek, zde je další výhoda *některých systémů práškového lakování;
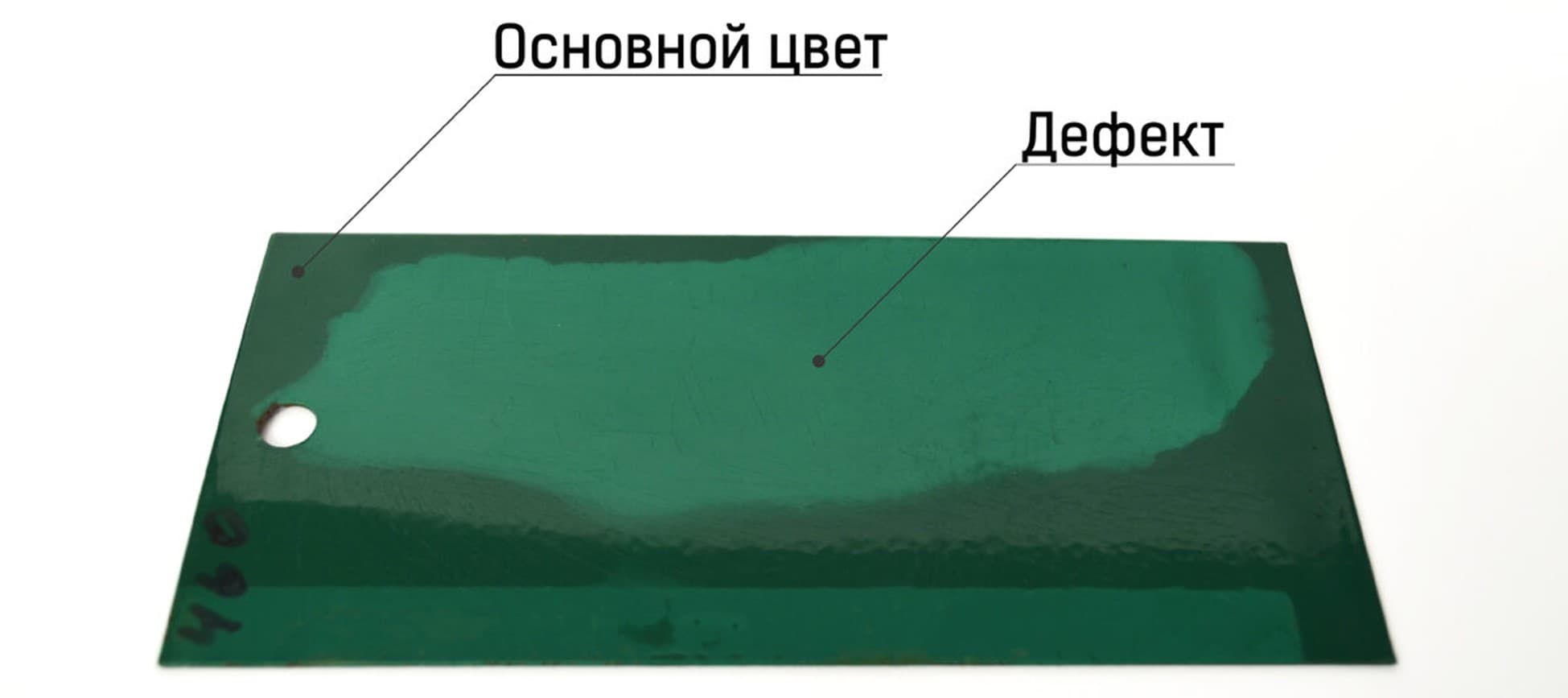
Práškové lakování je odolný povlak. Vyžaduje to ale přísné dodržování technologie, testování materiálů a kontrolu zařízení. I s přihlédnutím k tomu všemu mohou vzniknout určité vady. Níže probereme možné problémy a způsoby jejich odstranění.
Znečištění práškovou barvou.

To může být způsobeno:
- Prášková barva nedostatečné kvality;
- Pronikání kontaminantů do zařízení a nádob;
- Nedostatečná příprava povrchů k natírání.
Metody eliminace:
- Změna laku. (Nebo prosít práškovou barvu);
- Čištění zařízení/nádob;
- Správná příprava povrchů, které mají být natřeny.
Efekt pomerančové kůry

Příčiny vzhledu “pomerančové kůry”:
- Expirace práškové barvy;
- Příliš silný povlak;
- Krátká doba schnutí barvy;
- Nedostatečná teplota pečení v komoře;
- Přítomnost větších částic v nátěru.
- Dodržovat technologii nanášení, vypalování a sušení práškové barvy (s přihlédnutím k času a teplotě);
- Kontrola barvy na velké částice a jejich odstranění (pomocí sítka, disperze normální – zbylé částice jsou 0,5 % – 1,0 %).
Různé tloušťky povlaku na povrchu výrobku.
Důvody závady:
- — Lakování „složitých“ výrobků;
- — Předměty, které mají být natřeny, jsou umístěny příliš blízko;
- — špatná příprava produktu;
- — Problémy s napětím;
- — Vady laku.
Odstraňování problémů:
- — Při malování „složitých“ výrobků je třeba věnovat pozornost tloušťce nátěru;
- — Nedostatečná tloušťka povlaku produktu je eliminována snížením napětí;
- — soulad s technologií nanášení nátěrů;
- — Zvětšení vzdálenosti mezi produkty;
- — Pokud barva není dostatečně „neprůhledná“, vyměňte ji;
- — Správná příprava produktů.

- — vysoká vlhkost nátěru;
- — nanášení barvy na mokrý povrch;
- — Lakování litých a silnostěnných výrobků;
- — Sušení barvy při teplotě 50 0 C po dobu 2 hodin;
- — Sušení povrchu výrobku;
- — Předehřev litých a silnostěnných výrobků;

Příčiny výskytu:
- Špatná kvalita barvy;
- Znečištěná instalace;
- Vzduch je znečištěný kapkami oleje.
- Výměna laku;
- Čištění instalace;
- Včasná výměna filtrů a adsorbentu v komoře.
Přítomnost bublin v nátěrové vrstvě a na povrchu
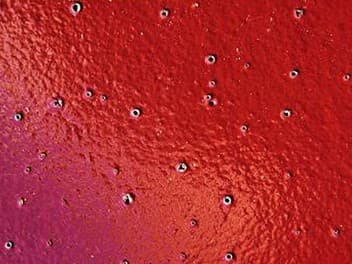
- Nanášení příliš silné vrstvy barvy;
- Nedostatečné čištění povrchu produktu;
- Vady lakovaného povrchu.
- Snížení tloušťky vrstvy práškové barvy;
- Správná kvalita přípravy produktu;
- Vady lakovaného povrchu se odstraňují zahřátím a jejich odstraněním.
Změna barvy povlaku
Možné důvody:
- Nesprávné rozložení teploty v polarizační komoře;
Odstraňování problémů:
- Proveďte kontrolní měření teploty v komoře;
- Kontrola času polarizace.
Barva kape na povrch výrobku

Příčiny výskytu:
- Zvýšený tlak vzduchu v systému přívodu barvy;
- Teplota trouby je příliš vysoká;
- Dlouhá doba lakování a příliš vysoké napětí;
- Vady laku.
- Upravte všechny hlavní parametry při malování produktu;
- Pokud jsou po úpravě nějaké šmouhy, je třeba barvu vyměnit.

- Povlak není vytvrzený;
- Tepelná kapacita výrobku se nebere v úvahu.
- Zkontrolujte pokyny pro vytvrzování barvy. Upravte to;
- Při provádění kontrolního nástřiku je nutné vzít v úvahu tepelnou kapacitu přípravku. Je možné prodloužit dobu vytvrzování produktu v polymerační komoře s ohledem na zahřívání produktu).
Nerovnoměrná tloušťka a zvlnění povlaku
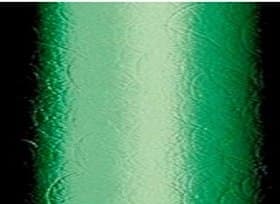
Možné příčiny závad:
- Nesprávné umístění postřikovačů;
- Nesprávný výběr trysky;
- Tloušťka tenké vrstvy;
- Špatně zvolené parametry přívodu barvy a doby nástřiku.
- Kontrola tloušťky postřiku, seřízení poloh postřikovačů;
- správný výběr trysky;
- Správné umístění předmětu, který má být natřen.